A plasti̇k kenar bantlama ekstrüzyon hatti mobilya endüstrisinde ahşap bazlı panellerin kenarlarına yaygın olarak uygulanan kenar bandını üretmek için kullanılan sofistike ve yüksek mühendislik ürünü bir sistemdir. Bu bantlama, mobilyaların görünümünü iyileştirmeye, kenarları nemden korumaya ve dayanıklılık sağlamaya yardımcı olur. Bu sistemin nasıl çalıştığını anlamak, bileşenlerine, süreçlerine ve ilgili teknolojilere ayrıntılı bir bakış gerektirir.
Plastik Kenar Bantlama Ekstrüzyon Hattına Genel Bakış
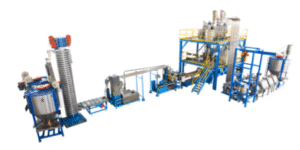
Bir plastik kenar bantlama ekstrüzyon hattı tipik olarak, sürekli plastik kenar bantlama malzemesi şeritleri üretmek için uyum içinde çalışan birden fazla bölümden oluşur. Kenar bandında kullanılan başlıca malzemeler PVC (Polivinil Klorür), ABS (Akrilonitril Bütadien Stiren) veya PP (Polipropilen) gibi termoplastiklerdir. Bu malzemeler dayanıklılıkları, esneklikleri ve işleme kolaylıkları nedeniyle seçilir.
1. Hammadde Besleme ve Hazırlama
Plastik kenar bantlama ekstrüzyon hattı prosesindeki ilk aşama hammaddelerin beslenmesi ve hazırlanmasıdır. Bu tipik olarak, bir hazne sistemi aracılığıyla ekstrüzyon hattına beslenen granül termoplastiklerin kullanımını içerir. Bu plastik peletler, bitmiş ürünün istenen özelliklerine bağlı olarak stabilizatörler, renklendiriciler ve dolgu maddeleri gibi çeşitli katkı maddeleri ile karıştırılır. Katkı maddelerinin seçimi, kenar bandının esnekliğini, yüzey kalitesini, UV direncini ve genel mukavemetini etkilediği için çok önemlidir.
Bazı durumlarda, bir plastik kenar bantlama ekstrüzyon hattı, kalite gereksinimlerini karşıladığından emin olmak için dikkatlice işlenmesi gereken geri dönüştürülmüş plastik malzeme de kullanabilir. Hazne besleme sistemi, sürekli bir hammadde tedariki sağlamak ve tutarlı bir ekstrüzyon sürecini sürdürmek için otomatikleştirilmiştir.

2. Ekstruder Makinesi
Plastik kenar bantlama ekstrüzyon hattının temel bileşeni ekstrüder makinesidir. Burası plastik peletlerin ısıtıldığı, eritildiği ve sürekli bir şekil haline getirildiği yerdir. Ekstrüder, ısıtılmış bir kovan ve plastik malzemeyi kovandan geçiren dönen bir vidadan (veya çift vidalı ekstrüderler söz konusu olduğunda vidalardan) oluşur.
- Isıtma ve Eritme: Varil, her biri hassas sıcaklık kontrolüne sahip çeşitli ısıtma bölgelerine ayrılmıştır. Plastik peletler varil içinde hareket ettikçe, kademeli olarak erimiş bir duruma kadar ısıtılırlar. Sıcaklık kontrolü, plastiğin özelliklerini ve genel ekstrüzyon sürecini olumsuz etkileyebilecek aşırı ısınma veya düşük ısınmayı önlemek için çok önemlidir.
- Karıştırma ve Homojenizasyon: Ekstrüderin içindeki vida da homojen bir karışım sağlamak için erimiş plastik ve katkı maddelerinin karıştırılmasında kritik bir rol oynar. Vidanın tasarımı (hatvesi, derinliği ve uzunluğu dahil) katkı maddelerinin plastikleşmesini ve dağılımını iyileştirmek için optimize edilebilir.
- Sıkıştırma ve Taşıma: Vida ayrıca erimiş plastiği sıkıştırarak ekstrüzyon kalıbına doğru itmeye yardımcı olur. Bu, malzemenin kenar bandına şekillendirilmek üzere doğru formda olmasını sağlar.
3. Ekstrüzyon Kalıbı ve Şekillendirme
Plastik malzeme yeterince eritilip karıştırıldıktan sonra ekstrüzyon kalıbından geçirilir. Ekstrüzyon kalıbı, erimiş plastiği plastik kenar bandı olacak şekilde sürekli düz bir şerit halinde şekillendiren hassas mühendislik ürünü bir araçtır. Kalıp tasarımı, nihai kenar bandının şeklini, boyutunu ve kalınlığını doğrudan etkilediği için çok önemlidir.
- Kalıp Tasarımı: Plastik kenar bantlama ekstrüzyon hattı için kalıp tipik olarak erimiş plastiğin geçtiği ve sürekli bir şerit oluşturduğu dar bir yarıktır. Bu şerit istenen genişlik ve kalınlıkta kenar bandına sahip olacaktır. Kalıp, uygulamaya bağlı olarak kare veya yuvarlatılmış kenarlar dahil olmak üzere farklı profillerde kenar bandı üretmek için özelleştirilebilir.
- Kalibrasyon ve Soğutma: Plastik kalıptan çıktıktan hemen sonra kalibrasyon bölümüne girer ve burada soğutularak katılaştırılır. Bazı plastik kenar bantlama ekstrüzyon hatlarında, plastiği hızla soğutmak için su banyoları veya hava soğutma sistemleri kullanılır. Malzemenin şeklini ve boyutsal doğruluğunu korumasını sağlamak için uygun soğutma şarttır.
4. Yüzey İşlem ve Kabartma
Bu aşamada, plastik kenar bandının yüzeyi istenen dokuyu ve bitişi elde etmek için işlenir. Genellikle bir kabartma silindiri veya belirli bir yüzey deseni veya gren uygulayan bir doku silindiri içerirler. Desen, üzerinde kullanılacağı mobilyanın estetik gereksinimlerine bağlı olarak ahşap damarı, deri veya diğer dokuları taklit edebilir.
- Kabartma Silindirleri: Kabartma silindirleri belirli bir sıcaklığa kadar ısıtılarak desenin yapısal bütünlüğüne zarar vermeden plastik kenar bandının yüzeyine bastırılmasını sağlar.
- Yüzey İşlemleri: Kabartma işleminden sonra, parlak veya mat yüzeyler gibi ek yüzey işlemleri uygulanabilir. Bu, UV kürleme, ısıl işlem veya plastik kenar bantlama ekstrüzyon hattına entegre edilmiş kaplama işlemleri yoluyla gerçekleştirilebilir.
5. Kırpma ve Kesme
Plastik kenar bandı ekstrüde edildikten, şekillendirildikten, soğutulduktan ve yüzey işleminden geçirildikten sonra, gereken hassas boyutları elde etmek için kesilir. Bazı plastik kenar bantlama ekstrüzyon hatları, bantlamanın kenarlarının pürüzsüz ve eşit olmasını sağlayan entegre kesme sistemlerine sahiptir. Bu işlem aynı zamanda ekstrüzyon sırasında oluşmuş olabilecek fazla malzemeyi de keser.
Kesme sistemi, kenar bandının dar toleranslar dahilinde üretilmesini garanti etmek için lazer güdümlü hassas aletlerle donatılabilir. Tamamlanan kenar bandı şeritleri daha sonra müşterinin gereksinimlerine bağlı olarak yönetilebilir uzunluklarda kesilir veya rulolar halinde sarılır.
6. Kalite Kontrol ve Denetim
Herhangi bir plastik kenar bantlama ekstrüzyon hattının önemli bir yönü, kalite kontrol mekanizmalarının uygulanmasıdır. Üretim sürecinin sürekli olarak izlenmesi, kenar bandının kalınlık, genişlik, esneklik ve yüzey kalitesi açısından gerekli standartları karşılamasını sağlar.
- Kalınlık Ölçümü: Malzemenin kalınlığını ölçmek için genellikle ekstrüzyon hattı boyunca otomatik göstergeler kullanılır. Sapmalar tespit edilirse, ekstrüzyon parametrelerinde gerçek zamanlı ayarlamalar yapılabilir.
- Yüzey Denetimi: Kameralar veya insan denetçiler, kabartmalı desende çizik, leke veya tutarsızlık gibi kusurlar olmadığından emin olmak için kenar bandının yüzey kaplamasını kontrol eder.
- Çekme Testi: SBazı plastik kenar bantlama ekstrüzyon hatları bir Malzemenin mukavemetini ve esnekliğini kontrol etmek için çekme testi istasyonu. Bu, kenar bandının mobilyalara uygulandığında iyi performans göstermesini sağlamak için özellikle önemlidir.
7. Sarma ve Paketleme
Plastik kenar bantlama ekstrüzyon hattındaki son aşama, bitmiş ürünün sarılması ve paketlenmesidir. Kenar bandı tipik olarak belirli uzunluklarda rulolar halinde sarılır, bu da kullanımı ve taşınmasını kolaylaştırır. Otomatik sarım sistemleri, malzemede kırışıklıkları veya bükülmeleri önlemek için bandın düzgün bir şekilde sarılmasını ve düzgün bir şekilde gerilmesini sağlar.
Sarımdan sonra rulolar müşteri spesifikasyonlarına göre paketlenir ve etiketlenir. Bazı ekstrüzyon hatları, nakliye sırasında hasarı önlemek için ruloları koruyucu malzemeye saran otomatik paketleme sistemleri içerebilir.
Plastik Kenar Bantlama Ekstrüzyon Hattının Avantajları
Kenar bandı üretmek için plastik kenar bandı ekstrüzyon hattı kullanmanın çeşitli avantajları vardır:
- Hassasiyet ve Tutarlılık: Modern ekstrüzyon hatlarının otomasyonu ve hassas mühendisliği, büyük üretim çalışmalarında tutarlı kalite ve boyutlar sağlar.
- Özelleştirilebilirlik: Ekstrüzyon kalıpları, kabartma silindirleri ve yüzey işleme seçenekleri, çok çeşitli renklerde, dokularda ve yüzeylerde kenar bandı üretmek için özelleştirilebilir.
- Verimlilik: Sürekli ekstrüzyon işlemi, minimum atıkla yüksek hacimli üretime olanak tanıyarak kenar bandı üretimi için uygun maliyetli bir çözüm haline getirir.
- Malzeme Esnekliği: Çeşitli termoplastik malzemeleri işleyebilirler ve üretilebilecek ürün türleri açısından çok yönlülük sunarlar.
Çözüm
Sonuç olarak, plastik kenar bantlama ekstrüzyon hattı, mobilya endüstrisi için kenar bantlama üretmek üzere tasarlanmış yüksek verimli, hassas mühendislik ürünü bir sistemdir. Süreç, ham madde hazırlama, ekstrüzyon, şekillendirme, yüzey işleme, düzeltme ve paketleme dahil olmak üzere çeşitli aşamaları içerir. Hattın her bir bileşeni, müşterilerin özel gereksinimlerini karşılayan yüksek kaliteli kenar bandı üretimini sağlamak için optimize edilmiştir. İleri teknoloji ve otomasyondan yararlanarak, üreticilerin çok çeşitli malzeme, renk ve dokularda kenar bandı üretmelerini sağlayarak onları modern mobilya üretiminin hayati bir parçası haline getirir.