Co je extruder?
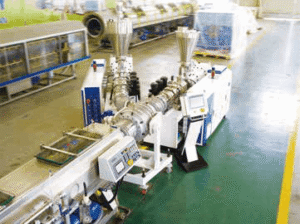
Extruder je zařízení hojně využívané ve výrobním procesu. Používá se zejména k tvarování surovin na výrobky konkrétních tvarů zahříváním, roztavením a vytlačováním. Tento proces se nazývá extruze a běžně se používá k výrobě různých materiálů včetně plastů, gumových výrobků, kovů, potravin a dalších.
Princip práce
Princip práce extruderu spočívá v jednoduchém a efektivním postupu. Nejprve se suroviny (obvykle granulované materiály) přivádějí do extruderu prostřednictvím přívodního systému. Uvnitř stroje se otáčí šroub, který posouvá surovinu do ohřátého válce. Zde se surovina zahřeje a roztaje do stavu, kdy ji lze vytlačit. Nakonec je roztavený materiál vytlačován skrze formu, aby vytvořil požadovaný průřezový tvar, a nakonec se ochladí a ztuhne na konečný produkt.
Hlavní komponenty
Extruder je zejména složen z několika klíčových komponentů, jako jsou přívodní systém, šroub a válec a forma.
- Přívodní systém: Zodpovědný za transport surovin do nitra extruderu.
- Šroub a válec: Šroub se otáčí ve válci, aby suroviny stlačil, zahřál a roztavil.
- Formovací hlava: Určuje konečný tvar vytlačovaného materiálu. Formovací hlavy různých tvarů lze navrhnout podle požadavků na výrobek.
Application areas
- Plastický průmysl: Vyrábí různé plastové výrobky, jako jsou trubky, plechy, fólie atd.
- Gumárenský průmysl: výroba gumových těsnění, hadic atd.
- Zpracování kovů: Vytlačování kovových materiálů pro použití ve stavebnictví, automobilovém průmyslu a dalších oborech.
- Potravinářský průmysl: Vyrábí různé potraviny, jako jsou nudle, pochutiny atd.
Široké spektrum aplikací extruderů z nich udělalo nezbytné vybavení moderní výroby, a jejich efektivita a flexibilita jim umožňují hrát klíčovou roli v různých odvětvích. S neustálým pokrokem technologií se také design a řídící systém extruderů neustále inovují, aby se přizpůsobily měnícím se potřebám trhu.
Různé typy extruderů
Extrudery lze rozdělit na mnoho typů podle svých struktur a principů práce; mezi nimi jsou dvě běžné typy – jednosměrné a dvojsměrné extrudery.
Jednosměrný extruder
Struktura a princip práce:
Jednosměrný extruder se skládá ze šroubu otáčejícího se ve válci. Otáčení šroubu posouvá surovinu k výstupu extruderu, kde se zahřívá a roztavuje, aby nakonec vytvořila požadovaný tvar výrobku.
Obor použití:
Jednosměrné extrudery jsou vhodné pro zpracování některých relativně jednoduchých materiálů, například běžných plastových granulí. Běžně se používají při výrobě trubek, fólií, drátů atd.

Dvoušnekový extrudér
Výhody a aplikační scénáře:
Dvojsměrný extruder má dva šrouby, které spolupracují nebo se otáčejí proti sobě. Ve srovnání s jednosměrnými extrudery mají dvojsměrné extrudery vyšší extruzní účinnost a širší uplatnění. Umožňují homogennější míchání a zpracování různých materiálů, včetně složitých směsí. Proto jsou dvojsměrné extrudery hojně používány v gumárenském průmyslu, plastových slitinách, potravinářství, medicínském zařízení a dalších oborech.
Porovnejte výhody a nevýhody jednosměrných extruderů:
Ve srovnání s jednosměrnými extrudery mají dvojsměrné extrudery lepší míchací účinky a vyšší výrobní kapacity. Struktura dvojsměrného extruderu je však složitější a jeho údržba a obsluha mohou být poměrně náročné. Při výběru typu extruderu dochází k kompromisům v závislosti na konkrétních výrobních potřebách a charakteristikách materiálů.
Jak nastavit extruder?
Výkon a výrobní efektivita extruderu jsou ovlivněny více klíčovými parametry. Správné nastavení parametrů je klíčem k zajištění stabilního extruzního procesu a vynikající kvality výrobku.
Regulace teploty:
Vliv extruzní teploty: Teplota přímo ovlivňuje roztavení a tekutost surovin, což má důležitý vliv na vlastnosti a vzhled konečného výrobku.
Jak to nastavit: Různé druhy surovin a výrobků mohou vyžadovat různé extruzní teploty. Obvykle mají extrudery několik ohřívacích zón, kde lze nastavit teploty individuálně, aby bylo zajištěno správné roztavení a tvorba.
Regulace tlaku a průtoku:
Význam tlaku: Tlak přímo ovlivňuje rychlost a tvar vytlačování surovin a má přímý vliv na velikost a vzhled výrobku.
Optimalizace průtoku: Optimalizace průtoku může zlepšit výrobní efektivitu a zajistit homogenní extruzi.
Otáčky šroubu
Ovlivňuje rychlost extruce a míchací efekt: Otáčková rychlost šroubu přímo ovlivňuje rychlost extruce a míchací efekt a je nutné ji upravit podle charakteristik surovin a požadavků na výrobek.
Metoda nastavení: Ovládejte otáčkovou rychlost šroubu nastavením rychlosti motoru.
Chladicí systém:
Kontrola rychlosti chlazení: Rychlost chlazení přímo ovlivňuje velikost a vzhled výrobku. Příliš rychlé nebo příliš pomalé chlazení může způsobit problémy.
Metoda nastavení: Nastavte průtok vody a teplotu chladicího systému, aby byla zajištěna správná rychlost chlazení.
Návrh a úprava formy:
Ovlivňuje tvar výrobku: Návrh a úprava formovací hlavy přímo určuje tvar vytlačovaného materiálu a je nutné ji přesně upravit podle požadavků na design výrobku.
Metoda nastavení: Kontrolujte tvar výrobku úpravou otvoru a tvaru formy.
Rychlost provozu stroje:
Výrobní efektivita: Provozní rychlost je přímo spojena s výrobní efektivitou extruderu a je nutné ji rozumně nastavit podle specifikací výrobku a požadavků na kvalitu.
Tlak ve válci:
Ovlivňuje roztavení surovin: Nastavení tlaku válce je přímo spojeno s procesem roztavování surovin ve válci a je nutné ho upravit podle bodu tání a tekutosti surovin.
Správné nastavení těchto klíčových parametrů může zvýšit výrobní efektivitu extruderu a zajistit stabilní kvalitu výrobku. Při úpravě parametrů je nutné pozorně sledovat provozní stav extruderu a včas provádět úpravy podle skutečné situace, aby byly splněny požadavky na zpracování různých materiálů a výrobků.
Jak vybrat parametry šroubu pro různé suroviny?
PC
Vlastnosti:
Amorfní plast, bez zřetelného bodu tání, teplota přechodu skla 140°~150°C, teplota tání 215°C~225°C, teplota vstřikování 250°C~320°C.
Má vysokou viskozitu a je citlivý na teplotu. Má dobrou tepelnou stabilitu v normálním rozsahu teplot pro zpracování. V podstatě se nerozkládá při dlouhodobém působení 300°C. Rozkládá se, když překročí 340°C. Viskozita je méně ovlivněna rychlostí střihu.
Vysoce savý.
Výběr parametrů šroubu:
- L/D má charakteristiku dobré tepelné stability a vysoké viskozity. K zlepšení plastifikace je třeba vybrat co největší poměr délky k průměru. Kvůli širokému rozsahu teplot tání se používá postupný šroub. L1=30% celkové délky, L2=46% celkové délky.
- Komprese ε je třeba přizpůsobit rychlosti tání z gradientu A, ale rychlost tání nelze v současnosti vypočítat. Podle charakteristik zpracování PC od tání od 225°C do 320°C může být hodnota gradientu A relativně střední. Horní hodnota, když je L2 větší, je obyčejný postupný šroub ε=2~3.
- Ostatní parametry jako e, s, φ a mezera s valem mohou být stejné jako u jiných běžných šroubů.
PMMA
Vlastnosti:
- Teplota přechodu skla je 105°C, teplota tání je nad 160°C, teplota rozkladu je 270°C a rozsah teplot vstřikování je velmi široký.
- Vysoká viskozita, špatná tekutost a dobrá tepelná stabilita.
- Silná absorpce vody.
Výběr parametrů šroubu:
- L/D vybírá postupný šroub s poměrem stran 20 až 22. V závislosti na požadavcích na přesnost výroby výrobku se obecně volí L1=40% a L2=40%.
- Komprese ε se obecně vybírá od 2,3 do 2,6.
- Vzhledem k určité hydrofilnosti je na předním konci šroubu použita směšovací prstencová konstrukce.
- Ostatní parametry lze obecně navrhnout podle univerzálního šroubu, přitom mezera mezi šroubem a válcem by neměla být příliš malá.
PA
Vlastnosti:
- Existuje mnoho druhů krystalických plastů; různé druhy mají různé teploty tavení a rozsah teplot tavení je úzký. Teplota tavení běžně používané PA66 je 260°C ~ 265°C.
- Nízká viskozita, dobrá tekutost, relativně výrazná teplota tavení a špatná tepelná stabilita.
Výběr parametrů šroubu:
- L/D vybírá mutovaný šroub s poměrem stran 18 až 20.
- Komprese se obecně vybírá od 3 do 3,5, přičemž h3=0,07 až 0,08D, aby se zabránilo přehřátí a rozkladu.
- Vzhledem k nízké viskozitě by mezera mezi nevracejícím se prstencem a válcem měla být co nejmenší, asi 0,05, a mezera mezi šroubem a válcem by měla být asi 0,08. Pokud je to nutné, v závislosti na materiálu lze na předním konci osadit nevracející se prstenec a tryska by měla být samozamykající.
- Ostatní parametry lze navrhnout podle obecného šroubu.
PET
Vlastnosti:
- Teplota tání je 250℃~260℃ a teplota formování pro výrobu PET ve formě foukáním je širší, asi 255℃~290℃.
- PET určený pro foukání má vysokou viskozitu, teplota má velký vliv na viskozitu a má špatnou tepelnou stabilitu.
Výběr parametrů šroubu
- L/D se obecně berou jako 20, třísekční rozdělení L1=50%-55%, L2=20%.
- Použijte šroub s nízkým střihem a nízkým kompresním poměrem. Komprese ε je obecně 1,8 až 2. Zároveň střih a přehřívání způsobí změnu barvy nebo zmatnění h3=0,09D.
- Na předním konci šroubu není žádný směšovací prstenec, aby se zabránilo přehřátí a hromadění materiálu.
PVC
Vlastnosti:
- Nemá výraznou teplotu tání, při 60℃ se stane měkkým, při 100℃~150℃ se stane viskoelastickým, taje při 140℃ a současně se rozkládá, rychle se rozkládá při 170℃, teplota změkčení je blízká teplotě rozkladu a při rozkladu uvolňuje plyn HCl.
- Tepelná stabilita je špatná, teplota a čas způsobují rozklad a tekutost je špatná.
Výběr parametrů šroubu:
- Řízení teploty je přísné a konstrukce šroubu by měla být co nejnižší, aby se zabránilo přehřátí.
- Šroub a válec musí být odolné proti korozi.
- Proces vstřikování musí být přísně kontrolován.
- Obecně platí, že parametry šroubu jsou L/D=16~20, h3=0,07D, ε=1,6~2, L1=40%, L2=40%.
- Aby se zabránilo hromadění materiálu, není žádný nevracející se prstenec a hlava je zúžená o 20°~30°, což je vhodnější pro měkkou gumu. Pokud jsou požadavky na výrobek vyšší, lze použít oddělený šroub bez měřící sekce. Tento typ šroubu je vhodný pro tvrdý PVC. Je vhodnější a aby se koordinovalo s řízením teploty, jsou do šroubu v zásobovací sekci přidány chladicí vodní nebo olejové otvory a vně válce je přidán chladicí vodní nebo olejový zásobník. Přesnost řízení teploty je asi ±2℃.