Ringkasan
Pmma dari lini ekstrusi lembaran pmma Tiongkok adalah bahan transparan sintetis organik terbaik, dengan sifat mekanik komprehensif yang baik, kekuatan tarik, kekuatan lentur, dan kekuatan tekan, yang lebih tinggi dibandingkan poliolefin dan polistirena, polivinil klorida, dan sebagainya. Ketangguhan benturan buruk tetapi masih sedikit lebih baik daripada polistirena. Polimer PMMA yang dipolimerisasi dalam bentuk curah memiliki sifat mekanik yang lebih tinggi seperti tarik, lentur, dan tekan, serta dapat mencapai tingkat plastik rekayasa seperti poliamina dan polikarbonat. Lini Ekstrusi Lembaran Optik PC/PMMA memiliki sifat isolasi dielektrik dan listrik yang baik, ketahanan busur yang sangat baik, serta ketahanan penuaan yang baik, tetapi ketahanan panas dan dinginnya tidak tinggi.

Pengolahan dan pencetakan PMMA
PMMA dapat diolah melalui pengecoran, cetakan injeksi, ekstrusi, thermoforming, dan proses lainnya serta memiliki sifat pasca-pengolahan yang baik.
1. Pengecoran
Lini ekstrusi lembaran pmma Tiongkok Pengecoran digunakan untuk membentuk lembaran plexiglass, batang, dan profil lainnya, yaitu membuat bentuk melalui polimerisasi dalam bentuk curah. Produk setelah pengecoran perlu dilakukan perlakuan lanjutan. Kondisi perlakuan lanjutan adalah dua jam pada 60°C dan dua jam pada 120°C.
2. Cetakan injeksi
Cetakan injeksi menggunakan pelet yang diperoleh dari polimerisasi suspensi, dan pencetakan dilakukan pada mesin cetakan injeksi plunger atau sekrup standar. Produk cetakan injeksi dari lini ekstrusi lembaran pmma Tiongkok juga memerlukan perlakuan lanjutan untuk menghilangkan stres internal. Proses tersebut dilakukan dalam oven pengeringan sirkulasi udara panas pada suhu 70-80 °C. Waktu proses tergantung pada ketebalan produk, umumnya sekitar empat jam.
3. Ekstrusi
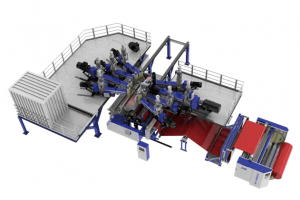
Cina JWELL sebagai produsen ekstruder, Polimetil metakrilat juga dapat diekstrusi untuk menyiapkan lembaran plexiglass, batang, pipa, lembaran, dan sebagainya, dengan partikel yang dihasilkan melalui polimerisasi suspensi. Sifat mekanik, ketahanan panas, dan ketahanan pelarutnya tidak sebaik profil hasil pengecoran. Keunggulan mereka adalah efisiensi produksi yang tinggi, terutama untuk pipa dan cetakan lainnya. Sulit membuat profil dengan metode lain. Cetakan ekstrusi dapat menggunakan ekstruder ventilasi satu tahap atau dua tahap, dan rasio panjang diameter sekrup umumnya 20-25.
4. Thermoforming
Lini ekstrusi lembaran pmma Tiongkok Thermoforming adalah proses pembuatan lembaran plexiglass atau lembaran menjadi produk berbagai ukuran dan bentuk. Bahan mentah yang dipotong sesuai ukuran yang dibutuhkan dijepit pada rangka cetakan, dipanaskan hingga lunak, lalu diberi tekanan agar menempel pada permukaan cetakan sehingga mendapatkan bentuk yang sama dengan permukaan cetakan. Setelah pendinginan dan pembentukan, tepinya dipotong untuk mendapatkan produk. Tekanan dapat dilakukan dengan vakum drawing atau tekanan langsung dari punch dengan profil.
Tiga. Metode operasi lini ekstrusi lembaran pmma Tiongkok
Lini ekstrusi lembaran pmma Tiongkok Penggunaan ekstruder sekrup mencakup serangkaian tautan seperti pemasangan mesin, penyesuaian, commissioning, operasi, pemeliharaan, dan perbaikan. Penggunaannya secara harian pada mesin umum, terutama pada motor penggerak dan gigi peredam. Namun, sistem kerja ekstruder sekrup adalah sistem ekstrusi. Meski demikian, ia memiliki karakteristik unik, dan perhatian khusus harus diberikan pada fitur-fiturnya saat menggunakan ekstruder sekrup. Pemasangan, penyesuaian, dan commissioning mesin umumnya dijelaskan secara jelas dalam petunjuk operasi ekstruder.

Pemeliharaan dan perawatan lini ekstrusi lembaran pmma Tiongkok
Sistem ekstrusi sekrup dirawat dalam dua cara: pemeliharaan harian dan rutin.
- Pemeliharaan harian adalah pekerjaan rutin yang tidak mengganggu waktu operasi peralatan, dan biasanya diselesaikan selama mesin beroperasi. Intinya adalah membersihkan mesin, melumasi bagian yang bergerak, mengencangkan bagian berulir yang longgar, memeriksa dan menyesuaikan motor, instrumen kontrol, bagian kerja, dan saluran pipa tepat waktu.
2.Pemeliharaan rutin lini ekstrusi lembaran pmma Tiongkok umumnya dilakukan setelah ekstruder beroperasi terus-menerus selama 2500-5000 jam. Mesin perlu dibongkar untuk memeriksa, mengukur, dan mengidentifikasi keausan bagian utama, mengganti bagian yang telah mencapai batas keausan yang ditentukan, serta memperbaiki bagian yang rusak.
3.Tidak diperbolehkan menjalankan mesin tanpa beban untuk mencegah sekrup dan mesin bergulir.
4.Jika terjadi suara abnormal selama operasi lini ekstrusi lembaran pmma Tiongkok, segera hentikan mesin untuk inspeksi atau perbaikan.
5.Sangat hindari logam atau kotoran lain jatuh ke dalam hopper agar tidak merusak sekrup dan laras. Bagian magnetik atau bingkai magnetik dapat dipasang di port pengumpan bahan yang masuk ke laras untuk mencegah kotoran besi masuk ke laras. Bahan harus disaring terlebih dahulu untuk mencegah kotoran jatuh ke dalam bahan. - Perhatikan kebersihan lingkungan produksi dan jangan biarkan kotoran limbah tercampur ke dalam bahan sehingga menyumbat pelat filter, mempengaruhi output dan kualitas produk, serta meningkatkan resistansi kepala mesin.
7.Ketika lini ekstrusi lembaran pmma Tiongkok harus dihentikan untuk waktu yang lama, pelumas anti-karat harus dioleskan pada permukaan kerja sekrup, mesin, dan kepala. Sekrup kecil harus digantung di udara atau diletakkan dalam kotak kayu khusus dan harus diratakan dengan balok kayu untuk mencegah sekrup mengalami deformasi atau lecet.
8.Lakukan kalibrasi instrumen kontrol suhu secara berkala untuk memeriksa kebenaran penyesuaiannya dan sensitivitas kontrolnya.
9.Tugaskan seseorang khusus untuk bertanggung jawab atas pemeliharaan peralatan. Dan catatan rinci setiap pemeliharaan dan perbaikan dicatat dalam berkas manajemen peralatan pabrik.