خلاصه
خط اکستروژن ورق pmma چین بهترین ماده شفاف مصنوعی آلی است، با خواص مکانیکی جامع، استحکام کششی، مقاومت خمشی و مقاومت فشاری که بالاتر از پلی اولفین و پلی استایرن، پلی وینیل کلرید و غیره است. چقرمگی ضربه ضعیف است اما کمی بهتر از پلی استایرن است. PMMA پلیمریزه فله ای ریخته شده دارای خواص مکانیکی بالاتری مانند کشش، خمش و فشرده سازی است و می تواند به سطح پلاستیک های مهندسی مانند پلی آمین و پلی کربنات برسد. خط اکستروژن ورق نوری PC/PMMA دارای خواص عایق دی الکتریک و الکتریکی خوب، مقاومت قوس الکتریکی عالی و مقاومت در برابر پیری خوب است، اما مقاومت آن در برابر گرما و سرما زیاد نیست.

پردازش و قالب گیری PMMA
PMMA را می توان با ریخته گری، قالب گیری تزریقی، اکستروژن، شکل دهی حرارتی و سایر فرآیندها پردازش کرد و خواص پس از پردازش خوبی دارد.
1. ریخته گری
خط ریخته گری pmma ورق اکستروژن چین برای تشکیل صفحات پلکسی گلاس، میله ها و سایر پروفیل ها، یعنی برای ایجاد اشکال با پلیمریزاسیون حجیم استفاده می شود. محصولات پس از ریخته گری نیاز به درمان پس از آن دارند. شرایط پس از درمان دو ساعت در دمای 60 درجه سانتیگراد و دو ساعت در دمای 120 درجه سانتیگراد است.
2. قالب گیری تزریقی
قالبگیری تزریقی گلولههای بهدستآمده از پلیمریزاسیون سوسپانسیون را میپذیرد و قالبگیری بر روی یک پیستون استاندارد یا دستگاه قالبگیری تزریقی پیچ انجام میشود. محصولات قالب گیری تزریقی خط اکستروژن ورق pmma چین نیز برای از بین بردن استرس داخلی نیاز به پس پردازش دارند. پردازش در یک کوره خشک کن گردش هوای گرم در دمای 70-80 درجه سانتیگراد انجام می شود. زمان پردازش به ضخامت محصول بستگی دارد، به طور کلی حدود چهار ساعت.
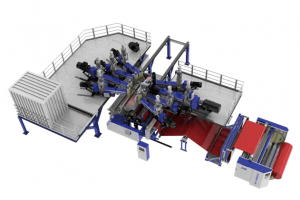
3. اکستروژن
چین JWELL به عنوان سازنده اکسترودر، پلی متیل متاکریلات را نیز می توان برای تهیه ورق های پلکسی گلاس، میله ها، لوله ها، ورق ها و غیره با ذرات تولید شده توسط پلیمریزاسیون سوسپانسیون اکسترود کرد. خواص مکانیکی، مقاومت در برابر حرارت و مقاومت در برابر حلال، به خوبی پروفیل های ریخته گری نیست. مزایای آنها راندمان تولید بالا به ویژه برای لوله ها و سایر قالب های ریخته گری است. ساخت پروفیل دشوار است. قالب گیری اکستروژن می تواند از یک اکسترودر هواکش تک مرحله ای یا دو مرحله ای استفاده کند و نسبت طول به قطر پیچ معمولاً 20-25 است.
4. ترموفرمینگ
خط اکستروژن pmma چین ترموفرمینگ فرآیندی است که ورق یا ورق پلکسی گلاس را به محصولاتی در اندازه ها و اشکال مختلف تبدیل می کند. قطعات برش خورده به اندازه های لازم روی قاب قالب بسته می شوند، حرارت داده می شود تا نرم شوند و سپس تحت فشار قرار می گیرند تا به سطح قالب بچسبند تا شکلی مشابه سطح قالب به دست آورند. پس از خنک شدن و شکل دادن، لبه آن بریده می شود تا محصول به دست آید. فشار را می توان با استفاده از کشش خلاء یا فشار مستقیم پانچ با پروفیل انجام داد.
سه. روش عملیات خط اکستروژن ورق pmma چین
خط اکستروژن ورق pmma چین استفاده از اکسترودر پیچ شامل یک سری پیوندها مانند نصب ماشین، تنظیم، راه اندازی، بهره برداری، نگهداری و تعمیر می باشد. استفاده از آن به طور روزانه در ماشین های عمومی، عمدتا در موتور محرک و دنده کاهش سرعت است. با این حال، سیستم کاری اکسترودر پیچ، سیستم اکستروژن است. با این حال، ویژگی های منحصر به فردی دارد و هنگام استفاده از اکسترودر پیچ باید به ویژگی های آن توجه ویژه ای داشت. نصب، تنظیم و راه اندازی دستگاه به طور کلی در دستورالعمل های عملیاتی اکسترودر مشخص شده است.

تعمیر و نگهداری و نگهداری خط اکستروژن ورق pmma چین
سیستم اکستروژن پیچ به دو صورت نگهداری می شود: نگهداری روزانه و منظم.
- تعمیر و نگهداری روزانه یک کار معمولی است که ساعات کار تجهیزات را اشغال نمی کند و معمولاً در حین رانندگی انجام می شود. نکته کلیدی این است که دستگاه را تمیز کنید، قطعات متحرک را روغن کاری کنید، قطعات رزوه دار شل را سفت کنید، موتور، ابزار کنترل، قطعات کار و خطوط لوله را به موقع بررسی و تنظیم کنید.
2. تعمیر و نگهداری منظم خط اکستروژن ورق pmma چین معمولاً پس از اینکه اکسترودر به طور مداوم برای 2500-5000 ساعت کار می کند انجام می شود. دستگاه برای بررسی، اندازه گیری و شناسایی سایش قطعات اصلی، تعویض قطعاتی که به حد سایش مشخص شده رسیده اند و تعمیر آنها نیاز به جداسازی دارد. بخش های آسیب دیده.
3. برای جلوگیری از غلتیدن پیچ و دستگاه خالی کارکردن مجاز نیست.
4. اگر صدای غیر عادی در طول عملیات خط اکستروژن ورق pmma چین رخ داد، دستگاه را فوراً برای بازرسی یا تعمیر متوقف کنید.
5. از ریزش فلز یا سایر زباله ها به داخل قیف به شدت جلوگیری کنید تا به پیچ و بشکه آسیبی نرسد. یک قطعه مغناطیسی یا یک قاب مغناطیسی را می توان در درگاه تغذیه مواد ورودی به بشکه نصب کرد تا از ورود زباله های آهن به داخل بشکه جلوگیری شود. مواد را باید از قبل الک کنید تا از ریزش زباله به داخل مواد جلوگیری شود. - به تمیزی محیط تولید توجه کنید و اجازه ندهید ناخالصی های زباله با مواد مخلوط شود تا صفحه فیلتر مسدود شود و بر خروجی و کیفیت محصول تأثیر بگذارد و مقاومت سر دستگاه را افزایش دهد.
7. هنگامی که خط اکستروژن ورق pmma چین باید برای مدت طولانی متوقف شود، گریس ضد زنگ باید روی سطوح کاری پیچ، ماشین و سر اعمال شود. پیچ کوچک را باید در هوا معلق کرد یا در جعبه چوبی مخصوص قرار داد و با یک بلوک چوبی تراز کرد تا از تغییر شکل یا کبودی پیچ جلوگیری شود.
8. به طور منظم ابزار کنترل دما را کالیبره کنید تا صحت تنظیم آن و حساسیت کنترل را بررسی کنید.
9. یک فرد خاص را به عنوان مسئول نگهداری تجهیزات تعیین کنید. و سوابق دقیق هر تعمیر و نگهداری در فایل مدیریت تجهیزات کارخانه درج شده است.