Introducere
Motorul principal al extruderului de plastic din China este extruderul, care se compune din sistemul de extruzie, sistemul de transmisie și sistemul de încălzire și răcire. China JWELL ca fabricant de extrudere, linia de extrudare a foliilor goale din pp este, de asemenea, un tip de echipament plastic. În funcție de unghiul dintre direcția fluxului materialului din cap și axa centrală a filetului, extruderul împarte capul într-un cap cu muchie înclinată și un cap la unghi drept. Carcasa capului de mașină este fixată pe corpul mașinii cu buloane. Moldura din capul de mașină are un suport pentru nucleul de moartă și este fixată pe portul de intrare al capului de mașină cu o nucă. Partea din față a suportului pentru nucleul de moartă este echipată cu un nucleu de moartă, un nucleu de moartă și un suport pentru nucleul de moartă. Există un orificiu în centru pentru trecerea firului de nucleu.

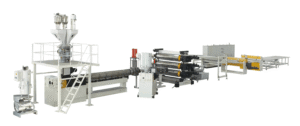
Principiul liniei de extrudare a foliilor goale din pp
Linia de extrudare a foliilor goale din pp din China cu un singur filet este în general împărțită în trei secțiuni după lungimea efectivă, iar lungimea efectivă a celor trei secțiuni este determinată în funcție de diametrul filetului, pasul și adâncimea filetului, fiind în general împărțită fiecare într-o treime.
Ultimul filet al portului materialului începe să fie numit secțiunea de transport: materialul nu trebuie să fie plastificat aici, dar trebuie preîncălzit și presat pentru a fi solid. Plug solid, adică materialul aici este solid ca un plug după strângere, astfel încât atâta timp cât sarcina de transport este completată, aceasta este funcția sa.
A doua secțiune se numește secțiunea de comprimare. La acest moment, volumul filetului devine treptat mai mic, iar temperatura trebuie să atingă gradul de plastificare a materialului. Comprimarea se generează aici din a treia secțiune a secțiunii de transport, și este comprimată până aici. Acest lucru se numește raportul de comprimare al filetului – 3:1, unele mașini au și modificări, iar materialul plastificat intră în a treia etapă.
A treia secțiune este secțiunea de măsurare, unde materialul menține temperatura de plastificare, exact ca o pompă de măsurare pentru a transporta cu precizie și cantitate materialul topit spre capul de mașină. La acest moment, temperatura nu poate fi mai mică decât temperatura de plastificare, în general puțin mai mare.
Sistemul de control al Chinei JWELL ca fabricant de extrudere, extruderul de plastic include sistemul de încălzire, sistemul de răcire și sistemul de măsurare a parametrilor procesului, compus în principal din aparate electrice, instrumente și acționamente (adică panoul de control și masa de operare). Funcția sa principală este de a controla și ajusta motorul de conducere al mașinilor principale și auxiliare, de a furniza viteza și puterea care satisfac cerințele tehnologice, și de a face ca mașinile principale și auxiliare să lucreze în armonie.
Principiul de control al liniei de extrudare a foliilor goale din pp
Controlul electric al liniei de extrudare a foliilor goale din pp este aproximativ împărțit în două părți: controlul transmisiei și controlul temperaturii, care realizează controlul procesului de extrudare inclusiv temperatura, presiunea, rotația filetului, răcirea filetului, răcirea cilindrului, răcirea produsului și controlul diametrului exterior, precum și viteza de tracțiune, organizând ordonat firul și asigurând controlul tensiunii constante la bobina de captare de la gol la plin.
1. Controlul temperaturii la hostul extruderului
Extrudarea plasticului pentru izolația și învelișul cablurilor se face în stare de flux viscos conform proprietăților de deformare ale termoplastelor. Pe lângă faptul că este necesară încălzirea externă a filetului și a cilindrului, care se transmite plasticului pentru a se topi și extruda, este necesară și căldura generată de propriul filet în timpul extruderii plasticului. Prin urmare, temperatura hostului trebuie considerată în ansamblu, inclusiv deschiderea și închiderea încălzitorului. Este necesar să se ia în considerare factorul de supraîncălzire a căldurii de extrudare a filetului pentru a-l răci, și trebuie să existe facilități eficiente de răcire.
2. Controlul presiunii la extruder
Pentru a reflecta situația de extrudare a PP / PE Plastic Hollow Cross Section Placă Extrusion Line capului, este necesară detectarea presiunii capului în timpul extruderii. Deoarece extruderul intern nu are senzor de presiune la cap, măsurarea forței de tracțiune după extrudarea filetului este utilizată în general în locul presiunii la cap. Măsurând, tabelul de sarcină a filetului poate reflecta corect dimensiunea presiunii de extrudare. Fluctuațiile presiunii de extrudare sunt, de asemenea, unul dintre factorii importanți care cauzează o calitate instabilă a extruderii. Fluctuațiile presiunii de extrudare sunt strâns legate de factori precum temperatura de extrudare, utilizarea dispozitivului de răcire și durata continuă a funcționării.

3. Controlul vitezei filetului
Ajustarea și stabilitatea vitezei filetului este una dintre cerințele tehnologice importante ale unității de conducere a hostului. Viteza filetului determină direct cantitatea de lipici și viteza de extrudare. În producția normală, este întotdeauna dorită obținerea celei mai mari viteze și a unei producții mari. Când viteza filetului extruderului trebuie să fie de la pornire până la viteza de lucru necesară, intervalul disponibil de reglare a vitezei trebuie să fie mare. .
4. Controlul tensiunii necesar pentru înfășurare
Pentru a asigura captarea firului la diferite viteze de linie și cerința de tensiune constantă de la bobina goală la bobina plină, se speră ca dispozitivul de captare și înfășurare a firului să aibă un mecanism de ajustare a tensiunii pentru stocarea firului, sau reînfășurarea sistemului de viteze constante și sistemul de tensiune constantă este considerat electric. și multe alte.
5. Controlul automatizat electric al întregii mașini
Aceasta este cerința de control al procesului pentru a realiza linia de extrudare de mare viteză. China JWELL ca fabricant de extrudere include în principal: interblocajul temperaturii de pornire; protecția și interblocajul presiunii de lucru; controlul proporțional sincron al transmisiei celor două componente majore ale extruderii și tracțiunii; controlul sincron al tracțiunii; detectarea online și controlul feedback al diametrului exterior; controlul mașinii individuale și urmărirea componentelor mașinii complete în funcție de diverse nevoi.
Proceduri de operare ale liniei de extrudare a foliilor goale din pp
China JWELL ca fabricant de extrudere, fiecare tip de produs din linia de extrudare a plasticului are caracteristicile sale de operare. Doar prin cunoașterea detaliată a caracteristicilor sale de operare se poate valorifica în mod plenar eficiența mașinii. Linia de extrudare a foliilor goale din pp este unul dintre tipuri și este necesar să se înțeleagă punctele de operare ale extruderului și să se utilizeze extruderul corect și rațional. Utilizarea extruderului cu filet include o serie de pași precum instalarea, ajustarea, punerea în funcțiune, operarea, mentenanța și repararea mașinii. Totuși, sistemul de lucru al extruderului cu filet este sistemul de extruzie, dar are caracteristici unice, iar atenția specială trebuie acordată caracteristicilor sale atunci când se utilizează extruderul cu filet.
Instalarea, ajustarea și punerea în funcțiune a mașinii sunt, în general, clar stipulate în instrucțiunile de operare ale extruderului. Aici, punctele de operare, mentenanța și întreținerea extruderului sunt descrise succint astfel:
China JWELL ca fabricant de extrudere le amintește operatorilor că trebuie să cunoască bine caracteristicile structurale ale liniei de extrudare a foliilor goale din pp pe care o operează, în special caracteristicile structurale ale filetului, caracteristicile instrumentelor de control al încălzirii și răcirii, caracteristicile capului de mașină și condițiile de asamblare, etc. Să domine condițiile procesului de extrudare și să opereze corect mașina.