آلة تكوير برغي واحد
آلة تحبيب اللولب المفرد هذه مناسبة لإعادة تدوير المواد الخام PP ، PE ، PET ، PS ، PA ، PA6 مع ألوان مختلفة. صندوق التروس ذو عزم الدوران العالي يحقق وظيفة ضوضاء منخفضة. تنفيس الفراغ تصميم الطارد العادم معالجة بخار أو غاز.
- ميناء: شنغهاي, الصين
- المصطلحات التجارية الدولية(إنكوترمز): FOB, CFR, CIF, EXW
- شروط الدفع: LC, T/T
- شهادة: CE ، ISO ، UL ، QS ، GMP
- الضمان: 1 سنة
- متوسط المدة الزمنية: موسم الذروة يؤدي الوقت: 3-6 أشهر ، موسمها يؤدي الوقت: 1-3 أشهر
آلة التحبيب هذه لديها تصميم برغي خاص وتكوين مختلف ، وهي مناسبة لـ إعادة تدوير PP ، PE ، PS ، ABS ، PC ، إلخ. صندوق التروس مصمم بعزم دوران عالي يحقق الوظائف انخفاض مستوى الضجيج وعملية مستقرة. تمت معالجة سطح البرغي والبرميل بطريقة خاصة البرغي والبرميل يمكن ارتداؤها ، ولديهما كفاءة عالية في الخلط والإنتاج السعة عالية الطارد لديه تصميم تنفيس الفراغ الذي يمكن أن يستنفد البخار أو الغاز أثناء الإنتاج ، بحيث يكون الناتج أكثر استقرارًا وتكون الكريات أكثر اتساقًا.






آلة تكوير برغي واحد المعلمة التقنية الرئيسية
نموذج | برغي ديا (مم) | L / د | سرعة اللولب (دورة في الدقيقة) | قوة المحرك الرئيسي (kw) | الإخراج (كجم / ساعة) |
JWL45 | 45 | 25-35 | 20-100 | 11-15 | 30-50 |
JWL65 | 65 | 25-35 | 20-100 | 30-37 | 60-120 |
JWL90 | 90 | 25-35 | 20-90 | 45-55 | 180-200 |
JWL120 | 120 | 25-35 | 20-75 | 75-110 | 250-350 |
JWL150 | 150 | 25-35 | 20-75 | 110-160 | 350-500 |
JWL160 | 160 | 25-35 | 20-70 | 132-185 | 400-550 |
JWL180 | 180 | 25-35 | 20-70 | 200-250 | 600-800 |
JWL200 | 200 | 25-35 | 20-60 | 250-315 | 800-1100 |
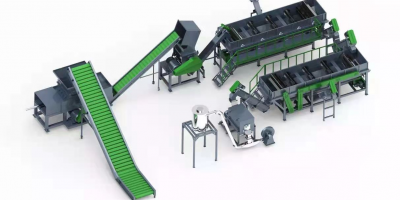
JWL65 حلقة المياه خط تكوير المسمار المفرد
شروط تشغيل المعدات:
ظروف الطاقة: AC380V ± 10% 50Hz 3P + E.
مياه التبريد: ≤22 0.3 0.4 ميجا باسكال
مادة: مناسبة لتحبيب المواد المعاد تدويرها PE الجافة والنظيفة
سعة: 60-80 كجم / ساعة
قائمة المعدات:
1. DYSL102 المسمار المغذي ، 1 مجموعة
2. الطارد JWL65 / 34 ، 1 مجموعة
3.JHW100A مبادل الشاشة الهيدروليكي ، 1 مجموعة
4. يموت رئيس ، 1 مجموعة
5. القاطع الدائري المياه ، 1 مجموعة
6.جهاز إزالة الري ، 1 مجموعة
7. غربال الاهتزاز ZS-300 ، مجموعة واحدة
8.DYSLD133 وحدة تخزين النقل الجوي ، 1 مجموعة
9. نظام التحكم الكهربائي ، 1 مجموعة
المعايير الفنية:
1. مغذي برغي DYSL102
محرك الدفع: 1.1kw
نموذج التحكم: مرحل الوقت
مواد المسمار: غير القابل للصدأ
2. آلة بثق برغي واحد JWL65 / 34 تنفيس
مادة لولبية 38CrMoAlA ، مع معالجة نيتريد التبريد ، صلابة أكثر من HV900 ، تصميم برميل متكامل ، ونظام تنفيس فراغ ، نسبة L / D هي 34: 1
حلقات تسخين سيراميك مع غطاء ، 7 مناطق ، طاقة تسخين إجمالية 21.5 كيلو وات ، تبريد بالهواء على البرميل ، قوة تبريد 0.18 * 7 = 1.26 كيلو وات
جودة عالية لصندوق التروس المحلي ، مع عزم دوران فائق ، ضوضاء منخفضة ، معالجة مستقرة. ونظام تبريد إعادة تدوير الزيت الخارجي لصندوق التروس
محرك تيار متردد ، بقوة 37 كيلو وات ، محرك متصل بحزام ، بعاكس ABB.
قدرة الإخراج من 60 إلى 80 كجم / ساعة ، تلدين جيد ، معالجة مستقرة ، تتأكد من توزيع المواد بشكل موحد في القالب
يعتمد التحكم في درجة حرارة الطارد المعلمة الشائعة ، ويعتمد بشكل أساسي SIEMENS أو CHIT. يمكن عرض التيار والجهد والضغط والتحكم فيه بسهولة
3. مبادل الشاشة الهيدروليكي JHW100A
محرك الدفع: 1.5kw
نطاق الضغط: 0 ~ 15Mpa
شبكة المجلس ضياء: φ100mm
يتم تسخين المبادل بالكهرباء ، وبجهد التسخين 220 فولت
مادة لوح المبادل تعتمد سبيكة عالية الجودة.
طرق التبادل: التبادل الهيدروليكي
محطة هيدروليكية
مادة المبادل: 38CrMoAlA ، تقسية ، نيتريد ، صفيحة كروم وتلميع
منطقة التحكم في التدفئة: 3 منطقة
قوة التسخين: 4 كيلو واط
4. DYMJ300 يموت رئيس
الجسم مصنوع من سبيكة عالية الجودة وهيكل معقول وجودة عالية.
5. نظام حلقة الماء DYSQ300
قوة القطع: 1.5kw
المواد: مادة الألمنيوم المصبوب
كمية الشفرة: 3 قطع
6. جهاز إزالة الماء DYTS300
المواد: مكان الاتصال المادي مصنوع من الفولاذ المقاوم للصدأ.
قوة إزالة الماء: 4kw
مضخة التدوير: 2.2KW
7. اهتزاز ZS300
طبقة مزدوجة شاشة الفم ، ثلاثة منافذ
المواد: الفولاذ المقاوم للصدأ
0.22kw * 2 / قوة المحرك: 0.22kw * 2
8. DYSLD133 وحدة تخزين النقل الجوي
3KW / قوة نفخ الهواء للتغذية: 3KW
حجم صومعة أنابيب التغذية: 0.75 م 3
المواد: الفولاذ المقاوم للصدأ
9. نظام التحكم الكهربائي
3 مراحل 380 فولت ، تيار متردد 50 هرتز
يتم التحكم في درجة الحرارة بواسطة عداد شعبي
الجزء الكهربائي يعتمد بشكل أساسي على SIEMENS أو CHIT
تتحكم شركة ABB في تنظيم سرعة الطارد
انفرتر العلف من ماركة ABB
تتبنى المزدوجة الحرارية الرصاص التعويضي لتجنب فقدان الإشارة أثناء النقل.
ادوات خاصة:
أداة فك المسمار: 1 مجموعة
قطع غيار:
سخان برغي واحد: 2 قطعة
حزام V: 1 مجموعة
سخان المبادل: 1 مجموعة
خاتم من النحاس الختم: مجموعة واحدة لكل منها
مروحة التبريد: 1 قطعة
متر التحكم في درجة الحرارة: 2 قطعة
الحرارية: 5 قطع
قواطع: 2 قطعة
التتابع: 5 قطع
تطبيق خط تكوير الطارد اللولبي المفرد



خط تكوير الطارد اللولبي المفرد فيديو
آلة تحبيب إعادة تدوير الفيلم PP
خط إنتاج الكريات الكلي للفيلم
آلة تحبيب إعادة تدوير فيلم PE
كيفية تشغيل آلة التكوير بشكل صحيح
آلة التكوير هي معدات ضرورية للعديد من مؤسسات نفايات البلاستيك.
لا يمكن للتشغيل والاستخدام المناسبين لآلة التكوير تحسين كفاءة الإنتاج فحسب ، بل يؤدي أيضًا إلى إطالة عمر المعدات ، وتقليل تكاليف الإنتاج ، وتحسين القدرة التنافسية للمنتج.لذلك ، يجب علينا التشغيل بشكل صحيح ، وتطبيق وصيانة آلة التكوير بشكل صحيح لضمان التشغيل العادي من آلة التكوير.
عملية آلة تكوير
يتضمن تشغيل آلة التكوير سلسلة من الروابط بما في ذلك تركيب الجهاز ، وضبطه ، وتشغيله ، وصيانته ، وإصلاحه.
عند استخدام آلة التكوير ، يجب إيلاء اهتمام خاص لخصائصها ، ويجب استيعاب نقاط التشغيل لآلة التحبيب جيدًا.
على الرغم من اختلاف نقاط التشغيل الخاصة بآلات التحبيب المختلفة ، إلا أن لها أيضًا أوجه تشابه.
1. التحضير قبل بدء آلة التكوير
إذا تم استخدام المواد المعاد تدويرها كمواد خام لقولبة البثق ، يجب أن تلبي المواد الخام متطلبات التجفيف المطلوبة ، إذا لزم الأمر ، يلزم مزيد من التجفيف ، ويتم غربلة المواد المعاد تدويرها لإزالة التكتلات والشوائب الميكانيكية.
قبل تشغيل آلة التكوير ، تحتاج إلى التحقق مما إذا كانت أنظمة الماء والكهرباء والغاز في الجهاز طبيعية للتأكد من أن قنوات المياه والغاز سلسة وخالية من التسرب. تحقق مما إذا كان النظام الكهربائي طبيعيًا ، وتحقق مما إذا كانت التدفئة يعمل النظام والتحكم في درجة الحرارة والأدوات المختلفة بشكل موثوق ؛ قم باختبار تشغيل الجهاز الإضافي بسرعة منخفضة ولاحظ ما إذا كانت المعدات تعمل بشكل طبيعي ؛ ابدأ مضخة فراغ طاولة الإعداد ولاحظ ما إذا كان العمل طبيعيًا ؛ قم بتزييت الأجزاء الملساء من المعدات المختلفة. قم بإزالة الخطأ إذا وجد.
وفقًا لتنوع المنتج وحجمه ، اختر مواصفات رأس الماكينة وقم بتثبيتها ؛ قم بتنظيف اللوحة المثقبة والأجزاء المختلفة من رأس الماكينة ، واستبدل شاشة الفلتر.
2. بدء تشغيل آلة تكوير
يمكن بدء تشغيل آلة التكوير بعد درجة حرارة ثابتة. ترتيب شد مسامير رأس الماكينة يتم تشديده قطريًا بقوة متساوية ، عند شد صمولة حافة رأس الماكينة ، يجب أن تكون مشدودة بشكل موحد في كل مكان ، وإلا ستهرب المواد بعيدًا.
عند تشغيل آلة التكوير ، اضغط أولاً على زر "جاهز للبدء" ، ثم اضغط على زر "بدء" ، ثم أدر مقبض ضبط سرعة المسمار ببطء لبدء سرعة اللولب ببطء ، ثم قم بالتسريع تدريجيًا ، مع إضافة كمية صغيرة من المواد الخام عند إضافة المواد الخام ، انتبه جيدًا لمؤشر مقياس التيار المضيف وعدادات الإشارة المختلفة. يجب ألا يتجاوز عزم دوران اللولب العلامة الحمراء. عند تشغيل آلة التكوير ، لا ينبغي لأحد أن يقف مباشرة أمام تموت قبل أن يتم بثق ملف التعريف البلاستيكي لمنع حوادث الإصابة بسبب البراغي المكسورة أو المواد الخام الرطبة.
بعد بثق البلاستيك من القالب ، وفقًا لقيمة مؤشر أداة التحكم ومتطلبات المنتج المبثوق ، اضبط كل جزء وفقًا لذلك لجعل عملية البثق بأكملها تصل إلى الحالة الطبيعية ، وإضافة المزيد من المواد الخام حسب الحاجة.
وفقًا لحالة المادة المبثوقة ، قم بالحكم على درجة اللدونة للمادة. إذا لم يكن التلدين جيدًا ، فيمكن ضبط سرعة اللولب ودرجة حرارة البرميل والرأس بشكل مناسب حتى يتم الوصول إلى المتطلبات.
يجب التحقق بانتظام مما إذا كانت معلمات العملية المختلفة طبيعية وفقًا لمتطلبات العملية ، وتعبئة ورقة تسجيل العملية. تحقق من جودة المنتج وفقًا لمواصفات فحص الجودة ، واتخذ الإجراءات التصحيحية عند اكتشاف المشاكل.
3. العمل بعد إيقاف تشغيل آلة التكوير
تتوقف عملية آلة التكوير عن التغذية وتضغط على البلاستيك في آلة التكوير. قم بإيقاف تشغيل البرميل وقوة الرأس وتوقف عن التسخين.
قم بإيقاف تشغيل آلة التكوير والآلة المساعدة لإيقاف المسمار والآلة المساعدة.
إذا كان رأس الماكينة بحاجة إلى الإزالة ، فيجب القيام بأعمال التنظيف. نظف اللوحة المثقبة والأجزاء المختلفة من رأس الماكينة. عند التنظيف ، امنع تعرض السطح الداخلي لرأس الماكينة للتلف. يجب تنظيف المواد المتبقية في رأس الماكينة بألواح نحاسية ، ثم يتم صقل البلاستيك الملتصق برأس الماكينة بورق الصنفرة ، وصقله ، ومغطاة بزيت المحرك أو زيت السيليكون لمنع الصدأ.
تنظيف البرغي والبرميل: أعد تشغيل الجهاز الرئيسي وأضف مادة إيقاف التشغيل (أو مادة مكسورة) لتنظيف البرغي والبرميل. في هذا الوقت ، يتم اختيار المسمار بسرعة منخفضة لتقليل التآكل ، وبعد أن يتم سحق المادة المتوقفة إلى مسحوق وبثق تمامًا ، يمكن تفجير الكريات المتبقية والمسحوق بشكل متكرر من منفذ التغذية ومنفذ العادم بواسطة الهواء المضغوط . بعد عدم وجود مادة متبقية في البرميل ، قم بتقليل سرعة اللولب إلى الصفر ، وأوقف جهاز التكوير ، وأوقف الطاقة الرئيسية وصمامات الماء البارد.
المسائل التي تحتاج إلى عناية في تشغيل آلة التكوير
يمكن استخدام التشغيل الصحيح للآلات البلاستيكية لإطالة عمرها. ومع ذلك ، فإن استخدام الآلات البلاستيكية لا يحظى باهتمام كافٍ في حياتنا اليومية ، كما أنه سيسبب بعض المشكلات غير الضرورية. لذلك يجب الانتباه عند استخدام ماكينات البلاستيك. ماذا عن تلك المشاكل؟
- انتبه إلى السلامة من الحرائق. يجب وضع مطفأة الحريق بالقرب من الجهاز باستخدام الزيت الحراري.
- عند حدوث عطل أو موقف غير طبيعي ، يجب الإبلاغ عن الموظفين المعنيين والتعامل معهم من قبل أفراد الصيانة المحترفين. في حالة حدوث أي ظاهرة غير طبيعية تؤثر على السلامة ، اضغط فورًا على مفتاح إيقاف الطوارئ.
- لا تستخدم مواد إرجاع منخفضة الجودة مع شوائب معدنية أو رمل. لا يجوز وضع الأشياء المعدنية التي قد تسقط بالقرب من منفذ التغذية لمنع تفاقم تآكل البرغي والبرميل أو التسبب في حدوث انحشار وتلف.
- يجب أن يستخدم تشغيل الآلات البلاستيكية الزيت الهيدروليكي مع النظافة واللزوجة وغيرها من المؤشرات التي تلبي المتطلبات ، وتوفر تدفقًا كافيًا لمياه التبريد إلى مبرد الزيت وفقًا للوائح لمنع انسداد أو تسرب المكونات الهيدروليكية وخطوط الأنابيب بسبب تلوث الزيت أو التلف الناتج عن درجات الحرارة المرتفعة مثل الزيت ، يجب ملء الطارد بمادة تشحيم تلبي المتطلبات.
- يجب تشغيل ماكينات البلاستيك بما يتفق بدقة مع متطلبات لوائح التشغيل ، ويجب عدم إجراء العمليات غير القانونية في محطات غير عاملة. لضمان موثوقية جهاز السلامة ، يجب عدم تدمير تدابير حماية السلامة الخاصة بالماكينة من أجل الكفاءة.
- عند تشغيل الماكينة البلاستيكية ، لا تصل درجة حرارة المواد إلى درجة الحرارة المحددة ، ولا يُسمح للمسمار بالبدء عندما لا يكون وقت التثبيت كافيًا.
- يتم تشغيلها من قبل مشغلين على دراية بالخصائص الميكانيكية وإجراءات التشغيل لآلات البلاستيك.
تحليل فشل آلة التكوير
أثناء التشغيل اليومي لآلة التكوير ، تحدث أعطال مختلفة في آلة التكوير ، مما يؤثر على الإنتاج الطبيعي للآلات البلاستيكية. يوجد أدناه تحليل لبعض حالات الفشل الشائعة لآلة التكوير.
شروط العطل | تحليل السبب | حل |
تيار المضيف غير مستقر | 1. التغذية غير المتكافئة 2. محمل المحرك الرئيسي تالف أو مشحم بشكل سيء 3. فشل قسم معين من السخان 4. لوحة تعديل المسمار خاطئ | 1. تحقق من وحدة التغذية |
المحرك الرئيسي لا يمكن أن يبدأ | 1. تسلسل بدء التشغيل خاطئ ، سواء احترق المصهر أم لا | 1. تحقق من تسلسل التمهيد |
تفريغ الرأس ليس سلسًا أو مسدودًا | 1. قسم سخان لا يعمل 2. تم ضبط درجة حرارة التشغيل منخفضة للغاية 3. قد تكون هناك أجسام غريبة لا يسهل صهرها | 1. تحقق من السخان 2 تحقق من درجة الحرارة المحددة لكل قسم 3. تنظيف وفحص نظام البثق والرأس |
تيار البدء الكهربائي الرئيسي مرتفع للغاية | 1. وقت التدفئة غير كاف 2. قسم معين من السخان لا يعمل | 1. إطالة وقت التسخين 2. تحقق مما إذا كان كل قسم من أجزاء السخان يعمل بشكل طبيعي |
المحرك الرئيسي يصدر صوتًا غير طبيعي | 1. تلف المحرك الرئيسي | 1. استبدال محمل المحرك الرئيسي |
أسئلة وأجوبة
- المصطلحات التجارية الدولية(إنكوترمز): FOB, CFR, CIF, EXW
- شروط الدفع: LC, T/T
- متوسط المدة الزمنية: موسم الذروة يؤدي الوقت: 3-6 أشهر ، موسمها يؤدي الوقت: 1-3 أشهر
- عدد من الأجانب التداول الموظفين:>50 شخصا
نعم نحن نملك 5 قواعد التصنيع والمبيعات في شنغهاي , Suzhou ,Changzhou, تشو شان دونغ قوان الصين.
Jwell أول الصيني المسمار برميل في عام 1978 في اسم العلامة التجارية Jinhailuo.بعد أكثر من 40 عاما من التنمية ،
JWELL هي واحدة من أكبر بثق آلة المورد في الصين مع 300design&test engineer, 3000 موظف.
Jwell أصبح المورد رئيس الوزراء من خطوط البثق وموثوق بها شركاء الأعمال. مرحبا بكم قطرة في الولايات المتحدة.
لدينا آلات أخذ المعايير الأوروبية واتبع ألمانيا نوع من الأعمال التجارية ، بالتعاون مع
الماركات الشهيرة الدولية سيمنز شنايدر Flender اومرون ABB WEG فالك فوجي.... الخ شركتنا بشكل مستمر
الواردات أكثر من 1000 من الدرجة الأولى الدولية عالية الدقة تجهيز المعدات مثل متعدد المراحل مراكز تصنيع الآلات, التصنيع باستخدام الحاسب الآلي المخارط باستخدام الحاسب الآلي وآلات الطحن من كوريا واليابان الخ. لدينا جميع العمليات تلتزم شهادة CE ،
IS09001 و 2008 نظام إدارة الجودة . ولدينا 12 شهرا الضمان الجودة الوقت. نحن اختبار
آلة العروض قبل كل التسليم. Jwell خدمة المهندسين سوف تكون دائما هنا من أجل أي شيء كنت في حاجة.
وعادة ما يستغرق حوالي 1 – 4 أشهر يعتمد على الآلات المختلفة عند استلام طلب الدفع مقدما.
مرة واحدة واضحة الاحتياجات الخاصة بك و تحديد خط البثق هو المثالي بالنسبة لك. سوف نرسل الحلول التقنية ،
الفاتورة الأولية لك. يمكنك الدفع عن طريق TT تحويل لحساب البنك, LC كما تريد.
واحد. ونحن نقدم على حد سواء تخصيص خطوط البثق والحلول التقنية. مرحبا بكم في الاتصال بنا للحصول على التقنية
الابتكار أو تحسينات في المستقبل خطة المشتريات.
ونحن ننتج أكثر من 2000 advanced خطوط البثق كل عام في جميع أنحاء العالم.
يمكننا أن نرسل صغيرة قطع الغيار عن طريق الجو عن مسألة عاجلة. و خط إنتاج كامل عن طريق البحر
حفظ التكلفة. يمكنك إما استخدام الخاص بك تعيين وكيل الشحن أو التعاونية معيد التوجيه. أقرب
ميناء شنغهاي الصين, ميناء نينغبو ، التي هي مريحة بالنسبة إلى النقل البحري..
نعم نحن ندعم شركائنا في العمل من قبل خدمة ما بعد البيع. Jwell لديها أكثر من 300 الفحص الفني
المهندسين السفر في جميع أنحاء العالم. أي الحالات يكون الرد مع حلول سريعة. نحن نقدم التدريب والاختبار ،
تشغيل وصيانة الخدمة لمدى الحياة.
شهادات

معتمدة من قبل:SGS
قذف أسفل تيار المعدات
2015-07-23 ~ 2020-07-23
معتمدة من قبل:SGS
قذف أسفل تيار المعدات
2015-07-23 ~ 2020-07-23
معتمدة من قبل:SGS
قذف أسفل تيار المعدات
2015-07-23 ~ 2020-07-23
معتمدة من قبل:SGS
قذف أسفل تيار المعدات
2015-07-23 ~ 2020-07-23

معتمدة من قبل:الأخرى
تصميم وتطوير وتصنيع وبيع حقوق الملكية الفكرية إدارة البلاستيك آلة
2016-06-14 ~ 2019-06-13

معتمدة من قبل:الأخرى
تصميم وتطوير وتصنيع وبيع بلاستيكي أنبوب بثق خط إنتاج
2018-11-20 ~ 2021-11-19

معتمدة من قبل:جودة النمسا التدريب وإصدار الشهادات والتقييم Ltd
بلاستيكي بثق خط
2010-01-29 ~

التحقق من الشركة المصنعة
التحقق من الموقع من قبل الرائدة في العالم التفتيش شركة Bureau Veritas على ALIBABA.com
- المورد تقييم الفيديو
- صور بانورامية
- مصنع تقارير التفتيش
- التحقق من خطوط الإنتاج
- شهادات:ISO
المنتجات ذات الصلة
-

خط إنتاج الغسيل وإعادة التدوير
إعادة تدوير آلة -