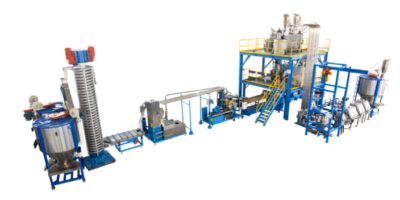
Der Produktionsprozess von Jwell Machinery Manufacturing Co., Ltd. kombinierte die Eigenschaften von PBAT und entwickelte erfolgreich einen direkten kontinuierlichen Veresterungsproduktionsprozess.
Seine Betriebseigenschaften sind wie folgt:
- Um das Auftreten von Nebenreaktionen von BDO zu verringern, die Erzeugung von THF zu reduzieren und den Verbrauch von Rohstoffen zu verringern, findet die gesamte Veresterungsreaktion unter Vakuumbedingungen statt. Dadurch kann die Reaktionstemperatur der Veresterung gesenkt und gleichzeitig der Energieverbrauch reduziert werden.
- Aufgrund der geringen Aktivität der Rohstoffe werden Hochleistungskatalysatoren verwendet; der abbaubare Kunststoffgranulator PBAT zeichnet sich durch eine leichte Hydrolyse und Deaktivierung des Katalysators aus. Die traditionelle Methode der Zugabe des Katalysators oberhalb des Flüssigkeitsspiegels wird durch die Zugabe unterhalb des Flüssigkeitsspiegels ersetzt. So lassen sich die oben genannten Probleme lösen.
- Während des Polykondensationsprozesses werden die erzeugten Oligomere leicht in das Sprühsystem zusammen mit der Vakuum-Gasphasenleitung getragen, was zu einer Verstopfung des Systems führt. Zu diesem Zweck werden ein Zyklonabscheider und ein Sammelsystem an der Gasphasenleitung installiert. Die entstehenden Oligomere werden von einem Zyklonabscheider gesammelt und aufgefangen, und das Endgas gelangt in das BDO-Sprühkreislaufsystem.
- Während der Veresterungsreaktion kann das Ausmaß der Nebenreaktionen zwar verringert, aber nicht vermieden werden.
Die Hauptbestandteile des Veresterungsabwassers sind THF und Wasser. Da THF von geringer Toxizität ist, baut PBAT Kunststoffgranulatoren ab, aber seine hohe Konzentration ist leicht schädlich für den menschlichen Körper. Wird es direkt in die Kläranlage eingeleitet, schädigt es die Bakterien in der Kläranlage. Zu diesem Zweck wird ein THF-Rückgewinnungsgerät PBAT abbaubarer Kunststoffgranulator Jwell Machinery Co. eingerichtet.
Der abbaubare Kunststoffgranulator PBAT trennt THF und Wasser. Nach der Verarbeitung in der Rückgewinnungsanlage kann der Massenanteil von THF mehr als 99,95% erreichen. Der Massenanteil von THF im Abwasser wird auf etwa 0,05% kontrolliert; gleichzeitig wird dieser Teil des Abwassers zur Dampfstrippung in den Abwasserturm geleitet, und das THF und andere organische Stoffe werden extrahiert. Die Hitzebeständigkeit ist gut, und die Wärmeverformungstemperatur liegt nahe bei 100℃.
Nach der Modifizierung kann die Gebrauchstemperatur 100℃ überschreiten, und es kann zur Herstellung von Verpackungen für heiße und kalte Getränke und Lunchboxen verwendet werden. Es überwindet die Mängel der niedrigen Hitzebeständigkeitstemperatur anderer biologisch abbaubarer Kunststoffe.
Die PBAT-Schneidmühle für abbaubare Kunststoffe hat eine sehr gute Verarbeitungsleistung und kann in bestehenden Kunststoffen verarbeitet werden. Verschiedene Arten von Formgebungsverfahren werden auf einem Universalgerät durchgeführt, das die beste Verarbeitungsleistung für abbaubare Kunststoffe bietet. Gleichzeitig kann eine große Menge an Kalziumkarbonat, Stärke und anderen Füllstoffen beigemischt werden, um preisgünstige Produkte zu erhalten; Polyethylensäcke produzieren nach dem Abbau eine große Anzahl von sauerstoffhaltigen Verbindungen.
Genauer gesagt, werden nach dem Abbau die großen Moleküle des Kunststoffs zu vielen kleinen Molekülen aus Ketonen, Aldehyden, Säuren, Estern usw. Die Chinesische Akademie für Agrarwissenschaften hat die abgebauten Abfälle mit einem 1600-fachen Mikroskop betrachtet. Es ist deutlich zu erkennen, dass sich eine große Anzahl von Pilzen, Bakterien und Myzel an der Oberfläche der abgebauten Abfälle befindet. Dies zeigt, dass in der späteren Abbauphase der biologische Abbau ihn vollständig unschädlich machen kann, indem er mit dem Boden assimiliert und von der Umwelt absorbiert wird.





Der technische Bereich betrifft ein vollständig biologisch abbaubares PLA/PBAT-Verbundmaterial und ein Verfahren zu seiner Herstellung.
| Modell | Durchmesser | L/D | Drehgeschwindigkeit (U/min) | Leistung(N.m) | Kapazität | Gewicht(kg) |
| 65 | 62.4 | 36-40 | 500 | 716 | 180-250 | 4000 |
| 75 | 71 | 36-40 | 600 | 716 | 200-300 | 4000 |
| 85 | 83 | 36-40 | 600 | 875 | 400-550 | 4000 |
| 95 | 91 | 32-56 | 500 | 1050 | 500-650 | 4000 |
| 135 | 133 | 36-40 | 600 | 1050 | 1550 | 4000 |
PLA PBAT biologisch abbaubare Compoundiermaschine Hintergrundtechnik:
Die Verwendung von Kunststofffolien ist in alle Lebensbereiche der Menschen vorgedrungen und findet breite Anwendung bei der Verpackung von Lebensmitteln, elektronischen und elektrischen Produkten, Einkaufstüten, Müllsäcken usw.
Die Rohstoffe für herkömmliche Kunststofffolien wie Polypropylen (PP)-Folien und Polyethylen (PE)-Folien sind Erdöl, das nach der Entsorgung in der Natur nur schwer abbaubar ist und der Umwelt großen Schaden zufügt. Mit der zunehmenden Erschöpfung der Erdölressourcen und dem wachsenden Bewusstsein der Menschen für den Umweltschutz ist die Entwicklung vollständig abbaubarer, umweltfreundlicher Polymermaterialien für die Anwendung im Bereich der Dünnschichtmaterialien zum Hauptstrom der künftigen Entwicklung geworden.
Polymilchsäure (PLA) ist ein aliphatischer Polyester, der durch Umwandlung von Stärke aus erneuerbaren pflanzlichen Rohstoffen wie Mais und Kartoffeln in Glukose gewonnen wird, die zu Milchsäure fermentiert und weiter polymerisiert wird. Die Glasübergangstemperatur Tg von PLA liegt bei etwa 55 °C, der Schmelzpunkt Tm bei etwa 180 °C. PLA hat eine gute Biokompatibilität und hohe Festigkeit und kann vollständig biologisch abgebaut werden. Das Endprodukt nach dem Abbau ist Wasser und Kohlendioxid. Daher ist es ungiftig. Es verursacht keine Umweltverschmutzung. Obwohl PLA ausgezeichnete umfassende Eigenschaften und eine hohe Festigkeit aufweist, ist seine Zähigkeit gering. Die Bruchdehnung von reinem PLA liegt bei etwa 4%.
Poly(butylenterephthalat-co-butylenadipat)ester (PBAT) ist ein aliphatisch-aromatischer Copolyester. Dieser Copolyester ist biologisch gut abbaubar. Das Endprodukt des Abbaus ist Wasser und Kohlendioxid. Es handelt sich um ein umweltfreundliches Polymermaterial. Gleichzeitig besitzt er eine gute Dehnbarkeit und Zähigkeit sowie eine gute Wärmebeständigkeit. Und Schlagzähigkeit. Durch Mischen von Polymilchsäure und Poly(butylenterephthalat-co-butylenadipat)ester, wobei die Leistungsvorteile der beiden sich gegenseitig ergänzen und das Mischungsverhältnis der beiden angepasst wird, kann nicht nur eine höhere Festigkeit erreicht werden, sondern auch die Flexibilität der Mischung verbessert werden. Die durch die Mischung hergestellte Folie kann vollständig biologisch abgebaut werden und ist ein umweltfreundliches Material.
Im Vergleich zu herkömmlichem Polypropylen, Polyethylen und anderen Materialien, die zur Herstellung von Folien verwendet werden können, sind die Kosten für die Herstellung von Polymilchsäure und Poly(butylenterephthalat-co-butylenadipat) jedoch höher, vor allem bei letzterem. Dies führt dazu, dass die vollständig biologisch abbaubare Folie, die aus einer Mischung von PLA und PBAT hergestellt wird, einen Preisnachteil gegenüber der herkömmlichen Kunststofffolie hat, was ihrer Förderung und Anwendung nicht förderlich ist. Stärke ist in der Natur in Pflanzen weit verbreitet, reich an Ressourcen, preiswert und biologisch abbaubar. Durch die Zugabe von Stärke zu der Mischung aus PLA und PBAT kann die hergestellte Zusammensetzung daher nicht nur eine vollständige biologische Abbaubarkeit erreichen, sondern auch die Herstellungskosten der Zusammensetzung senken und ihre Wettbewerbsfähigkeit auf dem Markt erhöhen.
Nach einer Recherche des Stands der Technik wird festgestellt, dass das Patent CN102257068 eine biologisch abbaubare Verpackungsfolie offenbart, die Polymilchsäure, Stärke und aliphatisch-aromatischen Copolyester mischt und die Mischung durch Einstellen des Mischungsverhältnisses realisiert Die Balance der mechanischen Eigenschaften. Da Polymilchsäure, Stärke und aliphatisch-aromatischer Copolyester schlecht miteinander kompatibel sind, ist es schwierig, durch einfaches Mischen eine Zusammensetzung mit besseren mechanischen Eigenschaften zu erhalten.
In der Literatur (CarbohydratePolymers[J], 2009, 77: 576-582) wird über die Verwendung von Maleinsäureanhydrid in der Doppelbindungspolymerisation berichtet, um einen Abschnitt des Polymers mit guter Kompatibilität mit Polyester als Kompatibilisator für kompatibilisierte Polymilchsäure und Stärke zu verbinden. Der Nachteil dieses Kompatibilisierungsmittels ist jedoch, dass es nicht biologisch abbaubar ist, was die vollständige biologische Abbaubarkeit des Gemischs beeinträchtigt. Die Verwendung von Isocyanat-Kettenverlängerern als Verträglichkeitsvermittler kann zwar auch die Kompatibilität der drei Stoffe verbessern, aber einerseits sind Isocyanat-Kettenverlängerer giftiger, und andererseits sind die meisten von ihnen flüssig, was die Zugabe und Verwendung erschwert.
PLA PBAT biologisch abbaubare Compoundiermaschine technische Lösungen:
Ein PLA/PBAT-Verbundmaterial, das aus Komponenten mit folgenden Gewichtsanteilen besteht:
- 10-90 Teile Polymilchsäure
- Poly(butylenterephthalat-co- 10-90 Teile Butandioladipat
- 10-80 Teile thermoplastische Stärke
- 0,01-1,5 Teile Kompatibilisator A
- 0,1-10 Teile Kompatibilisator B
- 1-40 Teile Füllstoff
Die Polymilchsäure hat ein gewichtsmittleres Molekulargewicht von 40.000 bis 300.000, das hauptsächlich durch Polymerisation von L-Milchsäure erhalten wird, und das System enthält auch <5% nach Gewicht an D-Milchsäure.
Der Poly(butylenterephthalat-co-butylenadipat)ester (PBAT) hat ein gewichtsmittleres Molekulargewicht von 20.000 bis 130.000 und basiert auf Terephthalsäure oder Dimethylterephthalat, wobei Butylenalkohol und Adipinsäure als Rohstoffe polymerisiert werden.
Die thermoplastische Stärke ist eine oder mehrere der folgenden: thermoplastische Kartoffelstärke, thermoplastische Maisstärke, thermoplastische Tapiokastärke und thermoplastische Weizenstärke. Das Kompatibilisierungsmittel A ist Dicumylperoxid (DCP).
Der Kompatibilisator B ist eines oder mehrere von Maleinsäureanhydrid, Pyromellitsäureanhydrid oder Zitronensäure. Der Füllstoff besteht aus einem oder mehreren der folgenden Stoffe: Kalziumkarbonat, Kaolin, Siliziumdioxid, Glimmer, Montmorillonit, Ton, Bariumkarbonat oder Talkum.
Ein Verfahren zur Herstellung des oben erwähnten vollständig biologisch abbaubaren PLA/PBAT-Verbundmaterials umfasst die folgenden Schritte:
- Kombination von Polymilchsäure, Poly(butylenterephthalat-co-butylenadipat)ester, thermoplastischer Stärke und Füllstoff wird getrocknet;
- Wiegen Sie die folgenden Komponenten nach Gewicht entsprechend dem oben genannten Verhältnis: 10-90 Teile Polymilchsäure, Poly(butylenterephthalat-co-butylenadipat) 10-90 Teile, thermoplastische Stärke 10-80 Teile, Kompatibilisator A 0,01-1,5 Teile, Kompatibilisator B 0,1-10 Teile, Füllstoff 1-40 Teile; mischen Sie die oben genannten Rohstoffe gleichmäßig;
- Schritt ( 2) Die gleichmäßig gemischten Rohstoffe werden dem Doppelschneckenextruder zugeführt, um zu schmelzen und zu mischen, zu extrudieren, zu strecken und zu granulieren.
In Schritt (1) werden Polymilchsäure und Poly(butylenterephthalat-co-co- Die Trocknungstemperatur von Butandioladipat und thermoplastischer Stärke beträgt 60-80℃, und die Trocknungszeit beträgt 6-24h; die Trocknungstemperatur von Füllstoff beträgt 100-120℃, und die Zeit beträgt 5-10h; die Trocknungsausrüstung ist ein Vakuumofen oder Trommelwindofen.
In Schritt (3) ist der Doppelschneckenextruder ein gleichlaufender oder phasenverschobener Doppelschneckenextruder, die Extrusionstemperatur beträgt 110-180°C, die Schneckendrehzahl 60-600 U/min und das Verhältnis von Schneckenlänge zu -durchmesser L/D beträgt 40-50:1. Die technische Lösung der PLA PBAT biologisch abbaubaren Compoundiermaschine kann nicht nur die Schnittstellenkompatibilität zwischen den Komponenten der Zusammensetzung verbessern, sondern hat auch eine bequeme Verarbeitung und Bedienung, die die Herstellungskosten der Zusammensetzung stark reduzieren kann, und die erhaltene Zusammensetzung hat bessere mechanische Eigenschaften und Flexibilität. Sie kann zur Herstellung von Verpackungsmaterialien und Einweggeschirr verwendet werden.
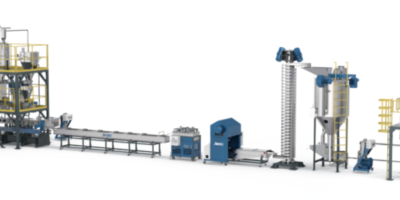
Die biologisch abbaubare PLA PBAT-Compoundiermaschine hat folgende positive Auswirkungen:
Das vollständig biologisch abbaubare Kompositmaterial, das von der biologisch abbaubaren PLA-PBAT-Compoundiermaschine bereitgestellt wird, ermöglicht nicht nur eine gute Dispergierbarkeit der thermoplastischen Stärke in den beiden Polymermatrizen von PLA und PBAT, sondern auch eine gute Dispergierbarkeit der beiden Polymermatrizen. Es hat eine gute Schnittstellenkompatibilität; gleichzeitig ist der Verarbeitungsvorgang einfach, die Produktherstellungskosten sind niedrig, die erhaltene Zusammensetzung hat gute mechanische Eigenschaften und Flexibilität, ist vollständig biologisch abbaubar und kann weitgehend in Verpackungsmaterialien und Einweggeschirr usw. verwendet werden.
Ausführliche Beschreibung der biologisch abbaubaren PLA PBAT-Compoundiermaschine
Die biologisch abbaubare PLA PBAT-Compoundiermaschine wird weiter unten in Verbindung mit Ausführungsbeispielen beschrieben.
Die Hauptbestandteile der in den Beispielen ausgewählten PLA-Polymerisationsrohstoffe sind alle L-Milchsäure, und sie enthalten auch <5% nach Gewicht D-Milchsäure.
Mechanische Leistungsprüfung:
Die Norm für den Zugversuch ist ASTM D638, und die Zuggeschwindigkeit beträgt 50 mm/min.
Beispiel 1
- PLA (gewichtsmittleres Molekulargewicht von 200.000), PBAT (gewichtsmittleres Molekulargewicht von 125.000) und thermoplastische Maisstärke wurden 10 Stunden lang in einem Hochofen bei 80 °C getrocknet, und Talkum (1250 mesh) wurde bei 105 °C eingeblasen. Trocknung im Ofen für 8 Stunden;
- Dann nimmt man 90 Teile PLA, 10 Teile PBAT, 10 Teile thermoplastische Maisstärke, 0,01 Teile Kompatibilisator A Di-Cumylperoxid, 0,1 Teile Kompatibilisator B Maleinsäureanhydrid, 2 Teile Talkum-Pulver und mischt sie in einem Hochmischer bei Raumtemperatur 5 Minuten lang;
- Das erhaltene Gemisch wird in eine Doppelschneckenmaschine zum Extrudieren und Granulieren gegeben.
Die Temperatur jeder Zone der Doppelschneckenmaschine beträgt in der ersten Zone 150°C, in der zweiten Zone 160°C und in der dritten Zone 160°C. 170℃ in vier Zonen, 170℃ in fünf Zonen, 175℃ in sechs Zonen, 180℃ in sieben Zonen, 180℃ in acht Zonen, 180℃ in neun Zonen, 175℃ in zehn Zonen und 175℃ für den Maschinenkopf; Schneckendrehzahl 200 U/min, L/D-Verhältnis L /D=44/1.
Beispiel 2
- PLA (gewichtsmittleres Molekulargewicht von 300.000), PBAT (gewichtsmittleres Molekulargewicht von 28.000) und thermoplastische Tapiokastärke wurden 24 Stunden lang in einem 60°C heißen Ofen getrocknet, und Kalziumkarbonat (1250 mesh) wurde bei 110°C eingeblasen. Trocknung im Ofen für 6 Stunden;
- Dann werden 60 Teile PLA, 40 Teile PBAT, 40 Teile thermoplastische Tapiokastärke, 0,5 Teile Kompatibilisator A Di-Cumylperoxid, 2 Teile Kompatibilisator B Pyromellitsäureanhydrid und 20 Teile Calciumcarbonat in einem Hochmischer bei Raumtemperatur 5 Minuten lang gemischt;
- Das erhaltene Gemisch wurde in eine Doppelschneckenmaschine zum Extrudieren und Granulieren gegeben.
Die Temperatur jeder Zone der Doppelschneckenmaschine betrug in der ersten Zone 150°C, in der zweiten Zone 160°C und in der dritten Zone 160°C. 160℃, Vier-Zone 170℃, Fünf-Zone 170℃, Sechs-Zone 175℃, Sieben-Zone 180℃, Acht-Zone 180℃, Neun-Zone 180℃, Zehn-Zone 175℃, Kopf 175℃; Schneckendrehzahl 200 U/min, Verhältnis des langen Durchmessers L/D=44/1.
Beispiel 3
- PLA (gewichtsmittleres Molekulargewicht 100.000), PBAT (gewichtsmittleres Molekulargewicht 100.000) und thermoplastische Weizenstärke wurden 24 Stunden lang in einem Hochofen bei 60 °C getrocknet, und Kaolin (1250 Mesh) wurde 10 Stunden lang in einem Hochofen bei 110 °C getrocknet (mittlere Trocknung);
- Dann nimmt man 10 Teile PLA, 90 Teile PBAT, 40 Teile thermoplastische Weizenstärke, 1,4 Teile Kompatibilisator A Di-Cumylperoxid, 10 Teile Kompatibilisator B Zitronensäure und 40 Teile Kaolin. 5 Minuten lang bei Raumtemperatur in einem Hochleistungsrührwerk mischen;
- Die erhaltene Mischung wird in eine Doppelschneckenmaschine zum Extrudieren und Granulieren gegeben.
Die Temperatur jeder Zone der Doppelschneckenmaschine beträgt 150°C in der ersten Zone, 160°C in der zweiten Zone, 160°C in der dritten Zone und vier Zonen 170℃, fünf Zonen 170℃, sechs Zonen 175℃, sieben Zonen 180℃, acht Zonen 180℃, neun Zonen 180℃, zehn Zonen 175℃, Kopf 175℃; die Schneckendrehzahl beträgt 200 U/min, das Verhältnis von Länge zu Durchmesser L/D= 44/1.
Beispiel 4
- PLA (gewichtsmittleres Molekulargewicht 200.000), PBAT (gewichtsmittleres Molekulargewicht 125.000) und thermoplastische Kartoffelstärke wurden 10 Stunden lang bei 80°C in einem Gebläseofen getrocknet, und Kieselsäure (1250 mesh) wurde bei 110°C getrommelt. Die Trocknung erfolgte 8 Stunden lang in einem Luftofen;
- Dann nimmt man 20 Teile PLA, 80 Teile PBAT, 70 Teile thermoplastische Kartoffelstärke, 1 Teil Kompatibilisator A Di-Cumylperoxid, 8 Teile Kompatibilisator B Maleinsäureanhydrid, 10 Teile Kieselsäure und mischt sie in einem Hochmischer bei Raumtemperatur 5 Minuten lang;
- Das erhaltene Gemisch wurde in eine Doppelschneckenmaschine zum Extrudieren und Granulieren gegeben.
Die Temperatur jeder Zone der Doppelschneckenmaschine betrug in der ersten Zone 150°C, in der zweiten Zone 160°C und in der dritten Zone 160°C. 160℃, Vier-Zone 170℃, Fünf-Zone 170℃, Sechs-Zone 175℃, Sieben-Zone 180℃, Acht-Zone 180℃, Neun-Zone 180℃, Zehn-Zone 175℃, Kopf 175℃; Schneckendrehzahl 200 U/min, Verhältnis des langen Durchmessers L/D=44/1.
Vergleichendes Beispiel 1
- PLA (gewichtsmittleres Molekulargewicht 200.000), PBAT (gewichtsmittleres Molekulargewicht 125.000) und thermoplastische Maisstärke wurden 10 Stunden lang in einem Hochofen bei 80°C getrocknet, und Talkum (1250 mesh) wurde bei 105°C eingeblasen. Trocknung im Ofen für 8 Stunden;
- Dann werden 90 Teile PLA, 10 Teile PBAT, 10 Teile thermoplastische Maisstärke und 2 Teile Talkum in einen Hochmischer gegeben und bei Raumtemperatur 5 Minuten lang gemischt;
- Das erhaltene Gemisch wird der Doppelschneckenmaschine zugeführt Granulation durch Mittelextrusion.
Die Temperatur jeder Zone der Doppelschneckenmaschine beträgt 150°C in der ersten Zone, 160°C in der zweiten Zone, 160°C in der dritten Zone, 170°C in der vierten Zone, 170°C in der fünften Zone, 175°C in der sechsten Zone, 180°C in der siebten Zone und 180°C in den acht Zonen 180℃, neun Zonen 180℃, zehn Zonen 175℃, Maschinenkopf 175℃; die Schneckendrehzahl beträgt 200 U/min, das Verhältnis Länge zu Durchmesser L/D=44/1.
Beispiel 5
- PLA (gewichtsmittleres Molekulargewicht 40.000), PBAT (gewichtsmittleres Molekulargewicht 20.000) und thermoplastische Kartoffelstärke wurden 6 Stunden lang in einem 70°C heißen Gebläseofen getrocknet, und Montmorillonit (1250 mesh) wurde bei 120°C getrommelt. Trocknung in einem Luftofen für 5 Stunden;
- Dann nimmt man 50 Teile PLA, 50 Teile PBAT, 30 Teile thermoplastische Kartoffelstärke, 0,01 Teile Kompatibilisator A Di-Cumyl-Peroxid, 5 Teile Kompatibilisator B Zitronensäure, 1 Teil Montmorillonit und mischt sie in einem Hochmischer bei Raumtemperatur 5 Minuten lang;
- Das erhaltene Gemisch wird in eine Doppelschneckenmaschine zum Extrudieren und Granulieren gegeben.
Die Temperatur jeder Zone der Doppelschneckenmaschine beträgt in der ersten Zone 150°C, in der zweiten Zone 160°C und in der dritten Zone 160°C. ℃, vier Zonen 170℃, fünf Zonen 170℃, sechs Zonen 175℃, sieben Zonen 180℃, acht Zonen 180℃, neun Zonen 180℃, zehn Zonen 175℃, Kopf 175℃; Schneckendrehzahl 200 U/min, Längen-Durchmesser-Verhältnis L/D=40/1.
Beispiel 6
- PLA (gewichtsmittleres Molekulargewicht von 150.000), PBAT (gewichtsmittleres Molekulargewicht von 130.000) und thermoplastische Maisstärke wurden 18 Stunden lang in einem 60 °C warmen Ofen getrocknet, und Bariumcarbonat (1250 mesh) wurde bei 110 °C eingeblasen. Trocknen im Ofen für 7 Stunden;
- Dann nimmt man 40 Teile PLA, 60 Teile PBAT, 50 Teile thermoplastische Kartoffelstärke, 0,8 Teile Kompatibilisator A Di-Cumylperoxid, 6 Teile Kompatibilisator B Zitronensäure, 20 Teile Kohlensäure Barium und mischt sie in einem Hochmischer bei Raumtemperatur 5 Minuten lang;
- Das erhaltene Gemisch wird in eine Doppelschneckenmaschine zum Extrudieren und Granulieren gegeben.
Die Temperatur jeder Zone der Doppelschneckenmaschine beträgt 150 °C in der ersten Zone, 160 °C in der zweiten Zone, 160 °C in der dritten Zone, Vier-Zonen-170℃, Fünf-Zonen-170℃, Sechs-Zonen-175℃, Sieben-Zonen-180℃, Acht-Zonen-180℃, Neun-Zonen-180℃, Zehn-Zonen-175℃, Kopf 175℃; Schneckendrehzahl 200 U/min, Längen-Durchmesser-Verhältnis L/D=50/1. Die obige Beschreibung der Ausführungsform ist für die Bequemlichkeit der vorliegenden
PLA PBAT biologisch abbaubare Compoundiermaschine Technischer Bereich
Vollständig biologisch abbaubarer Verpackungsbeutel
Nach der Verwendung des Produkts kann es vollständig biologisch abgebaut werden, indem es 180 Tage lang im Boden vergraben wird.
- Keine Belastung für die Umwelt. Durch die Verwendung vollständig biologisch abbaubarer Materialien kann der Kompost nach 180 Tagen im Boden vollständig zu Wasser und Kohlendioxid abgebaut werden. Der kompostierte Boden ist reich an Nährstoffen.
- Keine Sorgen um die Gesundheit. Dieses Produkt hat einen duftenden Geruch und enthält keine schädlichen Inhaltsstoffe für den menschlichen Körper und die Umwelt
- Dehnungskraft. Egal, ob der Sack vertikal oder horizontal gedehnt wird, er ist sehr stark, und die Dehnungskraft und Tragfähigkeit sind doppelt so hoch wie die des traditionellen neuen Sacks
- Dickes Gefühl. Der Rohstoff dieses Produkts ist biobasiert, was die Abhängigkeit von Erdölressourcen verringert, und fühlt sich dick und stark an.
Polymilchsäure kann zu verschiedenen Beuteln verarbeitet werden, z. B. zu abbaubaren Müllbeuteln, abbaubaren Taschen für den täglichen Bedarf, abbaubaren Einkaufstaschen, abbaubaren Verpackungsbeuteln, abbaubaren Expressbeuteln usw.



Was sind abbaubare Verpackungsbeutel und vollständig abbaubare Verpackungsbeutel?
Abbaubare Verpackungsbeutel bedeuten, dass sie abgebaut werden können, wobei die Abbaubarkeit in "abbaubar" und "vollständig abbaubar" unterteilt werden kann.
Partielle Degradation bezieht sich auf Kunststoffe, denen während des Produktionsprozesses eine bestimmte Menge an Zusatzstoffen (wie Stärke, modifizierte Stärke oder andere Zellulose, Photosensibilisatoren, Abbauprodukte usw.) zugesetzt wird, um ihre Stabilität zu verringern und sie in der natürlichen Umgebung leichter abzubauen.
Vollständiger Abbau bedeutet, dass alle Kunststoffprodukte zu Wasser und Kohlendioxid abgebaut werden. Der Hauptrohstoff dieses vollständig abbaubaren Materials wird (aus Mais, Maniok usw.) zu Milchsäure verarbeitet, die zu PLA wird.

Polymilchsäure (PLA) ist eine neue Art von biobasiertem und erneuerbarem, biologisch abbaubarem Material. Stärkerohstoffe werden verzuckert, um Glukose zu erhalten, die dann durch Glukose und bestimmte Stämme fermentiert wird, um hochreine Milchsäure zu erzeugen, und dann wird ein bestimmtes Molekulargewicht durch chemische Synthese synthetisiert. der Polymilchsäure. Sie hat eine gute biologische Abbaubarkeit.
Nach der Verwendung kann es von Mikroorganismen in der Natur unter bestimmten Bedingungen vollständig abgebaut werden. Dabei entstehen schließlich Kohlendioxid und Wasser, ohne die Umwelt zu verschmutzen. Dies ist sehr vorteilhaft für den Umweltschutz und wird als umweltfreundliches Material anerkannt. Derzeit besteht das wichtigste biobasierte Material für vollständig abbaubare Verpackungsbeutel aus PLA+PBAT, das sich unter Kompostierungsbedingungen (60-70 Grad) innerhalb von 3-6 Monaten vollständig in Wasser und Kohlendioxid zersetzen lässt, was äußerst umweltfreundlich ist.
PBAT ist ein Copolymer aus Adipinsäure, 1,4-Butandiol und Terephthalsäure. Es handelt sich um ein chemisch synthetisiertes aliphatisch-aromatisches Material, das in hohem Maße biologisch abbaubar ist. Als Polymer der Gruppe hat PBAT eine ausgezeichnete Flexibilität und kann für die Folienextrusion, das Blasverfahren, die Extrusionsbeschichtung und andere Formgebungsverfahren verwendet werden. Der Zweck der Mischung von PLA und PBAT besteht darin, die Zähigkeit von PLA, die biologische Abbaubarkeit und die Verarbeitungseigenschaften zu verbessern. PLA und PBAT sind inkompatibel, daher kann die Wahl eines geeigneten Kompatibilisierungsmittels die Leistung von PLA maximieren.





Geprüfter Hersteller
Geprüft vor Ort durch das weltweit führende Inspektionsunternehmen Bureau Veritas am ALIBABA.com
Ähnliche Produkte
-

Zwei-Schrauben-Veredelungsgeräte
Aufbereitungsanlage -
TPE-Reaktions-Extrusionsgranulieranlage
Aufbereitungsanlage -
Technische Kunststoffe Compoundieranlagen
Aufbereitungsanlage -

Masterbatch-Pigmentcompoundieranlage
Aufbereitungsanlage