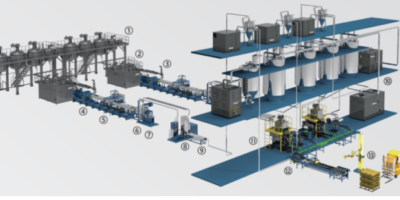
Le processus de production de Jwell Machinery Manufacturing Co. a été combiné aux caractéristiques du PBAT et a permis de mettre au point un processus de production par estérification directe et continue.
Ses caractéristiques de fonctionnement sont les suivantes :
- Afin de réduire l'apparition de réactions secondaires du BDO, de réduire la production de THF et de réduire la consommation de matières premières, l'ensemble de la réaction d'estérification se fait sous vide. Cela permet d'abaisser la température de la réaction d'estérification et de réduire la consommation d'énergie en même temps.
- En raison de la faible activité des matières premières, des catalyseurs à haute performance sont utilisés ; le granulateur de plastique dégradable PBAT présente les caractéristiques d'une hydrolyse et d'une désactivation faciles du catalyseur. La méthode traditionnelle d'ajout du catalyseur au-dessus du niveau du liquide est remplacée par une méthode sous le niveau du liquide. Il s'agit d'une solution commune pour résoudre les problèmes susmentionnés.
- Au cours du processus de polycondensation, les oligomères produits sont facilement entraînés dans le système de pulvérisation avec le pipeline de phase gazeuse sous vide, ce qui provoque un blocage du système. À cette fin, un système de séparation et de collecte cyclonique est installé sur le pipeline de phase gazeuse, et les oligomères générés sont collectés et capturés par un séparateur cyclonique, et le gaz de queue entre dans le système de circulation de pulvérisation BDO.
- Au cours du processus de réaction d'estérification, bien que le degré de réactions secondaires puisse être réduit, elles ne peuvent être évitées.
Les principaux composants des eaux usées d'estérification sont le THF et l'eau. Le THF étant peu toxique, le PBAT dégrade les granulateurs de plastique, mais sa concentration élevée est susceptible de nuire à l'organisme humain. S'il est directement déversé dans le traitement des eaux usées, il endommagera les bactéries du système de traitement des eaux usées. C'est pourquoi un dispositif de récupération du THF a été mis en place dans le granulateur de plastique dégradable PBAT de Jwell Machinery Co.
Le granulateur en plastique dégradable PBAT sépare le THF et l'eau. Après le traitement du dispositif de récupération, la fraction massique du THF peut atteindre plus de 99,95%. La fraction massique de THF dans les eaux usées est contrôlée à environ 0,05% ; en même temps, cette partie des eaux usées est envoyée à la tour de stripage des eaux usées pour le stripage à la vapeur, et le THF et d'autres substances organiques sont extraits. La résistance à la chaleur est bonne, et la température de distorsion de la chaleur est proche de 100℃.
Après modification, la température d'utilisation peut dépasser 100℃, et il peut être utilisé pour préparer des emballages de boissons chaudes et froides et des boîtes à lunch. Il surmonte les inconvénients de la faible température de résistance à la chaleur des autres plastiques biodégradables.
Le granulateur de plastique dégradable PBAT a de très bonnes performances de traitement et peut être utilisé avec les plastiques existants. Différents types de moulage sont effectués sur un équipement polyvalent, qui présente les meilleures performances de traitement des plastiques dégradables. En même temps, une grande quantité de carbonate de calcium, d'amidon et d'autres charges peuvent être mélangées pour obtenir des produits à bas prix ; les sacs en polyéthylène produiront un grand nombre de composés oxygénés après dégradation.
Plus précisément, après dégradation, les grosses molécules du plastique se transforment en de nombreuses petites molécules de cétones, d'aldéhydes, d'acides, d'esters, etc. L'Académie chinoise des sciences agricoles a utilisé un microscope 1600x pour observer les débris dégradés. On peut clairement voir qu'un grand nombre de champignons, de bactéries et de mycéliums sont attachés à la surface des débris dégradés. Cela montre qu'au dernier stade de la dégradation, la biodégradation peut complètement rendre le produit inoffensif, l'assimiler au sol et l'absorber dans l'environnement.





Le domaine technique concerne un matériau composite PLA/PBAT entièrement biodégradable et sa méthode de préparation.
| Modèle | Diamètre | L/D | Vitesse de rotation (r/min) | Puissance (N.m) | Capacité | Poids (kg) |
| 65 | 62.4 | 36-40 | 500 | 716 | 180-250 | 4000 |
| 75 | 71 | 36-40 | 600 | 716 | 200-300 | 4000 |
| 85 | 83 | 36-40 | 600 | 875 | 400-550 | 4000 |
| 95 | 91 | 32-56 | 500 | 1050 | 500-650 | 4000 |
| 135 | 133 | 36-40 | 600 | 1050 | 1550 | 4000 |
Machine de compoundage de PLA PBAT biodégradable Technique de base :
L'utilisation du film plastique a pénétré dans tous les domaines de la vie des gens et est largement utilisée dans l'emballage alimentaire, l'emballage des produits électroniques et électriques, les sacs à provisions, les sacs à ordures, etc.
Les matières premières des films plastiques traditionnels tels que les films en polypropylène (PP) et en polyéthylène (PE) sont le pétrole, qui se dégrade difficilement après avoir été jeté dans la nature, ce qui nuit considérablement à l'environnement. Avec l'épuisement croissant des ressources pétrolières et la sensibilisation de la population à la protection de l'environnement, le développement de matériaux polymères respectueux de l'environnement et entièrement dégradables pour des applications dans le domaine des matériaux à couches minces est devenu le courant dominant du développement futur.
L'acide polylactique (PLA) est un polyester aliphatique obtenu en convertissant l'amidon extrait de ressources végétales renouvelables telles que le maïs et la pomme de terre en glucose, qui est fermenté en acide lactique et polymérisé. La température de transition vitreuse Tg du PLA est d'environ 55°C et son point de fusion Tm est d'environ 180°C. Le PLA présente une bonne biocompatibilité et une résistance élevée et peut être entièrement biodégradé. Le produit final après dégradation est de l'eau et du dioxyde de carbone. Il est donc non toxique. Il n'entraîne pas de pollution de l'environnement. Bien que le PLA ait d'excellentes propriétés globales et une grande résistance, sa ténacité est médiocre. L'allongement à la rupture du PLA pur est d'environ 4%.
Le poly(téréphtalate de butylène-co-butylène adipate) ester (PBAT) est un copolyester aliphatique-aromatique. Ce copolyester présente une bonne biodégradabilité. Le produit final de la dégradation est l'eau et le dioxyde de carbone. Il s'agit d'un matériau polymère respectueux de l'environnement. Parallèlement, il présente une bonne ductilité et une bonne ténacité, ainsi qu'une bonne résistance à la chaleur. Il présente également une bonne résistance à la chaleur et aux chocs. Par conséquent, en mélangeant l'acide polylactique et l'ester de poly(butylène téréphtalate-co-butylène adipate), en utilisant les avantages des performances des deux pour se compléter, en ajustant le rapport de mélange des deux, on peut non seulement obtenir une résistance plus élevée, mais aussi améliorer la flexibilité du mélange. Le film préparé par le mélange peut atteindre une biodégradation complète et constitue un matériau respectueux de l'environnement.
Toutefois, par rapport au polypropylène traditionnel, au polyéthylène et à d'autres matériaux pouvant être utilisés pour préparer des films, le coût de préparation de l'acide polylactique et du poly(téréphtalate de butylène-co-butylène adipate) est plus élevé, en particulier pour ce dernier. Le film entièrement biodégradable préparé par le mélange de PLA et de PBAT sera donc désavantagé en termes de prix par rapport au film plastique traditionnel, ce qui n'est pas propice à sa promotion et à son application. L'amidon est largement présent dans les plantes dans la nature, riche en ressources, peu coûteux et biodégradable. Par conséquent, en ajoutant de l'amidon au mélange de PLA et de PBAT, la composition préparée peut non seulement atteindre une biodégradation complète, mais aussi réduire le coût de préparation de la composition et augmenter sa compétitivité sur le marché.
Après une recherche sur l'art antérieur, il s'avère que le brevet CN102257068 divulgue un film d'emballage biodégradable, mélangeant de l'acide polylactique, de l'amidon et du copolyester aliphatique-aromatique, et réalisant le mélange en ajustant leur rapport de mélange L'équilibre des propriétés mécaniques. L'acide polylactique, l'amidon et le copolyester aliphatique-aromatique étant peu compatibles entre eux, il est difficile d'obtenir une composition présentant de meilleures propriétés mécaniques par simple mélange.
La littérature (Carbohydrate Polymers[J], 2009, 77 : 576-582) fait état de l'utilisation de l'anhydride maléique dans la polymérisation par double liaison pour relier une section de polymère présentant une bonne compatibilité avec le polyester en tant que compatibilisant pour compatibiliser l'acide polylactique et l'amidon. Et un mélange ternaire aliphatique-aromatique ; cependant, l'inconvénient de l'utilisation de ce compatibilisant est qu'il n'est pas biodégradable, ce qui détruit la biodégradabilité totale du mélange. Bien que l'utilisation d'allongeurs de chaîne d'isocyanate comme compatibilisateurs puisse également améliorer la compatibilité des trois, d'une part, les allongeurs de chaîne d'isocyanate sont plus toxiques et, d'autre part, la plupart d'entre eux sont liquides, ce qui n'est pas pratique à ajouter et à utiliser.
Solutions techniques pour la machine de compoundage de PLA PBAT biodégradable :
Matériau composite PLA/PBAT composé d'éléments comprenant les parties suivantes en poids :
- 10-90 parties d'acide polylactique
- poly(butylène téréphtalate-co- 10-90 parties de butanediol adipate
- 10-80 parties d'amidon thermoplastique
- 0,01-1,5 parties de l'agent de compatibilité A
- 0,1-10 parties de compatibilisant B
- 1-40 parties de mastic
L'acide polylactique a un poids moléculaire moyen en poids de 40 000 à 300 000, qui est principalement obtenu par polymérisation de l'acide L-lactique, et le système contient également <5% en poids d'acide D-lactique.
L'ester de poly(butylène téréphtalate-co-butylène adipate) (PBAT) a un poids moléculaire moyen de 20 000 à 130 000 et est basé sur l'acide téréphtalique ou le téréphtalate de diméthyle, l'alcool butylique et l'acide adipique sont polymérisés en tant que matières premières.
L'amidon thermoplastique est un ou plusieurs amidons thermoplastiques de pomme de terre, amidon thermoplastique de maïs, amidon thermoplastique de tapioca et amidon thermoplastique de blé. L'agent de compatibilité A est le peroxyde de dicumyle (DCP).
Le compatibilisant B est un ou plusieurs anhydrides maléiques, anhydrides pyromellitiques ou acides citriques. La charge est composée d'un ou plusieurs éléments parmi le carbonate de calcium, le kaolin, la silice, le mica, la montmorillonite, l'argile, le carbonate de baryum ou le talc.
Une méthode de préparation du matériau composite PLA/PBAT entièrement biodégradable susmentionné comprend les étapes suivantes :
- Combinaison d'acide polylactique, d'ester de poly(butylène téréphtalate-co-butylène adipate), d'amidon thermoplastique et de la charge séchée ;
- Peser les composants suivants en poids selon le rapport ci-dessus : 10-90 parties d'acide polylactique, poly(téréphtalate de butylène-co-butylène adipate) 10-90 parties, amidon thermoplastique 10-80 parties, compatibilisant A 0,01-1,5 parties, compatibilisant B 0,1-10 parties, charge 1-40 parties ; mélanger les matières premières ci-dessus de manière uniforme ;
- Étape ( 2) Les matières premières uniformément mélangées sont ajoutées à l'extrudeuse à double vis pour être fondues et mélangées, extrudées, étirées et granulées.
À l'étape (1), l'acide polylactique et le poly(butylène téréphtalate-co-co- La température de séchage de l'adipate de butanediol et de l'amidon thermoplastique est de 60-80℃, et le temps de séchage est de 6-24h ; la température de séchage de la charge est de 100-120℃, et le temps est de 5-10h ; l'équipement de séchage est une étuve à vide ou une étuve à vent à tambour.
A l'étape (3), l'extrudeuse bi-vis est une extrudeuse bi-vis co-rotative ou déphasée, la température d'extrusion est de 110-180°C, la vitesse de la vis est de 60-600 rpm, et le rapport longueur/diamètre de la vis L/D est de 40- 50:1. La solution technique de la machine de compoundage PLA PBAT biodégradable peut non seulement améliorer la compatibilité d'interface entre les composants de la composition, mais aussi avoir un traitement et un fonctionnement pratiques, ce qui peut réduire considérablement le coût de préparation de la composition, et la composition obtenue a de meilleures propriétés mécaniques et une meilleure flexibilité. Elle peut être utilisée pour préparer des matériaux d'emballage et de la vaisselle jetable.
La machine de compoundage biodégradable PLA PBAT a les effets bénéfiques suivants :
Le matériau composite entièrement biodégradable fourni par la machine de compoundage biodégradable PLA PBAT permet non seulement à l'amidon thermoplastique d'avoir une bonne dispersibilité dans les deux matrices polymères PLA et PBAT, mais aussi aux deux matrices polymères d'avoir une bonne dispersibilité. Elle présente une bonne compatibilité d'interface ; en même temps, l'opération de traitement est simple, le coût de fabrication du produit est faible, la composition obtenue présente de bonnes propriétés mécaniques et une bonne flexibilité, elle est entièrement biodégradable et peut être largement utilisée dans les matériaux d'emballage et la vaisselle jetable, etc.
Description détaillée de la machine de compoundage biodégradable PLA PBAT
La machine de compoundage biodégradable PLA PBAT sera décrite plus en détail ci-dessous, en liaison avec les modes de réalisation.
Les principaux composants des matières premières de polymérisation du PLA sélectionnées dans les exemples sont tous de l'acide L-lactique, et ils contiennent également <5% en poids d'acide D-lactique.
Essai de performance mécanique :
La norme de test de performance de traction est ASTM D638, et la vitesse de traction est de 50 mm/min.
Exemple 1
- Le PLA (poids moléculaire moyen de 200 000), le PBAT (poids moléculaire moyen de 125 000) et l'amidon de maïs thermoplastique ont été séchés dans un four à soufflerie à 80°C pendant 10 heures, et du talc (1250 mesh) a été soufflé à 105°C. Séchage dans un four pendant 8 heures ;
- Ensuite, 90 parties de PLA, 10 parties de PBAT, 10 parties d'amidon de maïs thermoplastique, 0,01 partie de compatibilisateur A peroxyde de di-cumyle, 0,1 partie de compatibilisateur B anhydride maléique, 2 parties de talc sont mélangées dans un mélangeur à grande vitesse à température ambiante pendant 5 minutes ;
- Le mélange obtenu est ajouté à une machine à double vis pour l'extrusion et la granulation.
La température de chaque zone de la machine à double vis est de 150°C dans la première zone, 160°C dans la deuxième zone et 160°C dans la troisième zone. Le diamètre de la vis est de 170℃ dans quatre zones, 170℃ dans cinq zones, 175℃ dans six zones, 180℃ dans sept zones, 180℃ dans huit zones, 180℃ dans neuf zones, 175℃ dans dix zones, et 175℃ pour la tête de la machine ; la vitesse de la vis est de 200 tr/min, le rapport L/D L /D=44/1.
Exemple 2
- Le PLA (poids moléculaire moyen de 300 000), le PBAT (poids moléculaire moyen de 28 000) et l'amidon de tapioca thermoplastique ont été séchés dans un four à air comprimé à 60°C pendant 24 heures, et du carbonate de calcium (1250 mesh) a été soufflé à 110°C. Séchage dans un four pendant 6 heures ;
- Ensuite, 60 parts de PLA, 40 parts de PBAT, 40 parts d'amidon de tapioca thermoplastique, 0,5 parts de compatibilisant A peroxyde de di-cumyle, 2 parts de compatibilisant B anhydride pyromellitique, 20 parts de carbonate de calcium ont été mélangées dans un mélangeur à grande vitesse à température ambiante pendant 5 minutes ;
- Le mélange obtenu a été ajouté à une machine à double vis pour l'extrusion et la granulation.
La température de chaque zone de la machine à double vis était de 150°C dans la première zone, 160°C dans la deuxième zone, et 160°C dans la troisième zone. 160℃, quatre zones 170℃, cinq zones 170℃, six zones 175℃, sept zones 180℃, huit zones 180℃, neuf zones 180℃, dix zones 175℃, tête 175℃ ; la vitesse de la vis est de 200rpm, long diamètre Ratio L/D=44/1.
Exemple 3
- Le PLA (poids moléculaire moyen de 100 000), le PBAT (poids moléculaire moyen de 100 000) et l'amidon de blé thermoplastique ont été séchés dans un four à air comprimé à 60°C pendant 24 heures, et le kaolin (1250 mesh) a été séché dans un four à air comprimé à 110°C. Traitement de séchage moyen pendant 10 heures ;
- Prendre ensuite 10 parts de PLA, 90 parts de PBAT, 40 parts d'amidon de blé thermoplastique, 1,4 part de compatibilisant A peroxyde de di-cumyle, 10 parts de compatibilisant B acide citrique, et 40 parts de kaolin. Mélanger pendant 5 minutes à température ambiante dans un mélangeur à grande vitesse ;
- Ajouter le mélange obtenu à une machine à double vis pour l'extrusion et la granulation.
La température de chaque zone de la machine bi-vis est de 150°C dans la première zone, 160°C dans la deuxième zone, 160°C dans la troisième zone, et quatre zones 170℃, cinq zones 170℃, six zones 175℃, sept zones 180℃, huit zones 180℃, neuf zones 180℃, dix zones 175℃, tête 175℃ ; la vitesse de la vis est de 200rpm, le rapport longueur/diamètre L/D= 44/1.
Exemple 4
- Le PLA (poids moléculaire moyen de 200 000), le PBAT (poids moléculaire moyen de 125 000) et la fécule de pomme de terre thermoplastique ont été séchés dans un four à air comprimé à 80°C pendant 10 heures, et la silice (1250 mesh) a été tambourinée à 110°C. Séchage dans un four à air pendant 8 heures ;
- Ensuite, 20 parts de PLA, 80 parts de PBAT, 70 parts de fécule de pomme de terre thermoplastique, 1 part de compatibilisant A peroxyde de di-cumyle, 8 parts de compatibilisant B anhydride maléique, 10 parts de silice ont été mélangées dans un mélangeur à grande vitesse à température ambiante pendant 5 minutes ;
- Le mélange obtenu a été ajouté à une machine à double vis pour l'extrusion et la granulation.
La température de chaque zone de la machine à double vis était de 150°C dans la première zone, 160°C dans la deuxième zone, et 160°C dans la troisième zone. 160℃, quatre zones 170℃, cinq zones 170℃, six zones 175℃, sept zones 180℃, huit zones 180℃, neuf zones 180℃, dix zones 175℃, tête 175℃ ; la vitesse de la vis est de 200rpm, long diamètre Ratio L/D=44/1.
Exemple comparatif 1
- Le PLA (poids moléculaire moyen de 200 000), le PBAT (poids moléculaire moyen de 125 000) et l'amidon de maïs thermoplastique ont été séchés pendant 10 heures dans un four à soufflerie à 80°C, et de la poudre de talc (1250 mesh) a été soufflée à 105°C. Séchage dans un four pendant 8 heures ;
- Prenez ensuite 90 parts de PLA, 10 parts de PBAT, 10 parts d'amidon de maïs thermoplastique et 2 parts de talc dans un mélangeur à grande vitesse et mélangez à température ambiante pendant 5 minutes ;
- Ajouter le mélange obtenu à la machine à double vis Granulation en milieu d'extrusion.
La température de chaque zone de la machine à double vis est de 150°C dans la première zone, 160°C dans la deuxième zone, 160°C dans la troisième zone, 170°C dans la quatrième zone, 170°C dans la cinquième zone, 175°C dans la sixième zone, 180°C dans la septième zone, et 180°C dans les huit zones 180℃, neuf zones 180℃, dix zones 175℃, tête de machine 175℃ ; la vitesse de la vis est de 200rpm, le rapport longueur/diamètre L/D=44/1.
Exemple 5
- Le PLA (poids moléculaire moyen de 40 000), le PBAT (poids moléculaire moyen de 20 000) et l'amidon de pomme de terre thermoplastique ont été séchés dans un four à air comprimé à 70°C pendant 6 heures, et la montmorillonite (1250 mesh) a été passée au tambour à 120°C. Séchage dans un four à air pendant 5 heures ;
- On prend ensuite 50 parts de PLA, 50 parts de PBAT, 30 parts d'amidon de pomme de terre thermoplastique, 0,01 part de compatibilisant A peroxyde de di-cumyle, 5 parts de compatibilisant B acide citrique, 1 part de montmorillonite et on mélange le tout dans un mélangeur à haute vitesse à température ambiante pendant 5 minutes ;
- Le mélange obtenu est ajouté à une machine à double vis pour l'extrusion et la granulation.
La température de chaque zone de la machine bi-vis est de 150°C dans la première zone, 160°C dans la deuxième zone, et 160°C dans la troisième zone. ℃, quatre zones 170℃, cinq zones 170℃, six zones 175℃, sept zones 180℃, huit zones 180℃, neuf zones 180℃, dix zones 175℃, tête 175℃ ; la vitesse de la vis est de 200rpm, le rapport longueur-diamètre L/D=40/1.
Exemple 6
- Le PLA (poids moléculaire moyen de 150 000), le PBAT (poids moléculaire moyen de 130 000) et l'amidon de maïs thermoplastique ont été séchés dans un four à air comprimé à 60°C pendant 18 heures, et du carbonate de baryum (1250 mesh) a été soufflé à 110°C. Sécher dans un four pendant 7 heures ;
- Ensuite, 40 parts de PLA, 60 parts de PBAT, 50 parts de fécule de pomme de terre thermoplastique, 0,8 parts de compatibilisant A peroxyde de di-cumyle, 6 parts de compatibilisant B acide citrique, 20 parts d'acide carbonique baryté sont mélangées dans un mélangeur à grande vitesse à température ambiante pendant 5 minutes ;
- Le mélange obtenu est ajouté à une machine à double vis pour l'extrusion et la granulation.
La température de chaque zone de la machine bi-vis est de 150°C dans la première zone, 160°C dans la deuxième zone, 160°C dans la troisième zone, Quatre-zone 170℃, cinq-zone 170℃, six-zone 175℃, sept-zone 180℃, huit-zone 180℃, neuf-zone 180℃, dix-zone 175℃, tête 175℃ ; la vitesse de la vis est de 200 tr/min, le rapport longueur/diamètre L/ D=50/1. La description ci-dessus du mode de réalisation est destinée à faciliter la lecture du présent document.
Machine de compoundage de PLA PBAT biodégradable Domaine technique
Sac d'emballage entièrement biodégradable
Une fois le produit utilisé, il peut être entièrement biodégradable en l'enfouissant dans le sol pendant 180 jours.
- Aucune charge pour l'environnement. L'utilisation de matériaux entièrement biodégradables permet, après 180 jours d'enfouissement dans le sol, une biodégradation complète en eau et en dioxyde de carbone. Le sol composté est riche en nutriments.
- Pas d'inquiétude pour la santé. Ce produit a une odeur parfumée et ne contient pas d'ingrédients nocifs pour le corps humain et l'environnement.
- Force d'étirement. Que le sac soit étiré verticalement ou horizontalement, il est très résistant, et la force d'étirement et la capacité de charge sont deux fois supérieures à celles du nouveau sac traditionnel.
- Sensation d'épaisseur. La matière première de ce produit est biosourcée, ce qui réduit la dépendance à l'égard des ressources pétrolières, et il est épais et résistant au toucher.
L'acide polylactique peut être transformé en divers sacs, tels que des sacs à ordures dégradables, des sacs dégradables pour les besoins quotidiens, des sacs à provisions dégradables, des sacs d'emballage dégradables, des sacs express dégradables, etc.



Que sont les sacs d'emballage dégradables et les sacs d'emballage entièrement dégradables ?
Les sacs d'emballage dégradables signifient qu'ils peuvent être dégradés, mais la dégradation peut être divisée en "dégradable" et "entièrement dégradable".
La dégradation partielle fait référence aux plastiques auxquels on a ajouté une certaine quantité d'additifs (tels que de l'amidon, de l'amidon modifié ou une autre cellulose, des photosensibilisateurs, des dégradants, etc.) au cours du processus de production afin de réduire leur stabilité et de faciliter leur dégradation dans l'environnement naturel.
La dégradation totale signifie que tous les produits en plastique se dégradent en eau et en dioxyde de carbone. La principale matière première de ce matériau entièrement dégradable est transformée (maïs, manioc, etc.) en acide lactique, qui est le PLA.

L'acide polylactique (PLA) est un nouveau type de matériau biodégradable renouvelable et à base biologique. Les matières premières à base d'amidon sont saccharifiées pour obtenir du glucose, qui est ensuite fermenté par le glucose et certaines souches pour produire de l'acide lactique de haute pureté, puis un certain poids moléculaire est synthétisé par voie chimique. De l'acide polylactique. Il présente une bonne biodégradabilité.
Après utilisation, il peut être complètement dégradé par les micro-organismes présents dans la nature dans des conditions spécifiques. Il finira par générer du dioxyde de carbone et de l'eau sans polluer l'environnement. Ceci est très bénéfique pour la protection de l'environnement et est reconnu comme un matériau respectueux de l'environnement. À l'heure actuelle, le principal matériau biosourcé des sacs d'emballage entièrement dégradables est composé de PLA+PBAT, qui peut être entièrement décomposé en eau et en dioxyde de carbone en 3 à 6 mois dans des conditions de compostage (60 à 70 degrés), ce qui est extrêmement respectueux de l'environnement.
Le PBAT est un copolymère d'acide adipique, de 1,4-butanediol et d'acide téréphtalique. Il s'agit d'un aliphatique-aromatique synthétisé chimiquement qui peut être excessivement biodégradable. Polymère de groupe, le PBAT a une excellente flexibilité et peut être utilisé pour l'extrusion de films, le traitement par soufflage, l'enrobage par extrusion et d'autres traitements de moulage. Le mélange de PLA et de PBAT a pour but d'améliorer la ténacité du PLA, sa biodégradation et ses propriétés de moulage. Le PLA et le PBAT étant incompatibles, le choix d'un compatibilisant approprié peut maximiser les performances du PLA.





Fabricant vérifié
Vérifié sur place par la société d'inspection de renommée mondiale Bureau Veritas le ALIBABA.com
Produits apparentés
-

Ligne de granulation par extrusion réactive TPU
Ligne de mélange -
Équipement de greffage à double vis
Ligne de mélange -
-
Ligne de compoundage à double vis
Ligne de mélange