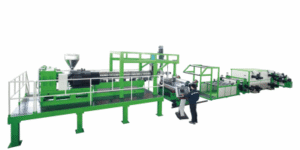
Подготовительные этапы перед запуском линии экструзии листового металла
- Предварительно высушите гранулы экструдированного профиля и при необходимости дополнительно высушите.
- Проверьте, находятся ли компоненты, водная и воздушная системы в нормальном, безопасном и надежном состоянии. Детали, требующие смазки, должны иметь достаточное количество смазочного масла. Ходовая часть должна регулярно заполняться смазочным маслом. Вся система экструзии и формования должна изначально выровняться. Зафиксируйте положение после того, как экструдированный продукт станет нормальным.
- Предварительно нагрейте головку, корпус и винт до температуры, необходимой для процесса. Одновременно откройте охлаждающую рубашку на дне бункера и введите холодную воду. После того, как головка экструдера достигнет определенной температуры, нагрейте корпус.
- Машину необходимо поддерживать при постоянной температуре в течение некоторого времени перед запуском, потому что температура, указанная прибором контроля температуры лист экструдер опережает фактическую температуру. Предположим, что температура не поддерживается в течение достаточного времени. В этом случае материал будет недостаточно прогрет. Вязкость потока материала будет слишком высокой, а осевая перегрузка шнека может повредить оборудование и даже личную безопасность.
- Когда каждый компонент достигает указанной температуры, соединительные болты головной части машины должны быть затянуты. В то же время он горячий, и следует проверить состояние соединения, чтобы убедиться, что во время работы не происходит утечки материала.
- Проверьте загрузочный бункер и оставшийся материал. Не должно быть посторонних предметов, особенно металла и другого твердого мусора, чтобы не повредить экструзионный шнек или бункер.
- Перед запуском машины замените его чистым фильтром, проверьте, соответствует ли головка машины требованиям к разнообразию и размеру продукта, а также чистые ли части головки машины.
- Очистите рабочую площадку, держите в чистоте главный двигатель, вспомогательное оборудование и операционный стол, а также упорядоченно размещайте сырье, продукты и инструменты.
- После того, как каждая часть всей машины достигнет заданной температуры и будет соответствовать тесту термометра, она будет стабильной в течение 0,5-1 часа, а затем начнется пробный запуск.
- Запустите каждое работающее оборудование и проверьте, нормально ли оно работает.

Примечание: Как только температура нагрева достигает требуемой температуры, все соединения должны быть снова затянуты для достижения требуемой прочности соединения.
Этапы запуска линии экструзии листового металла
- Включите главный двигатель.
- Отрегулируйте скорость вращения шнека до 15-20 об/мин, наблюдайте за пластификацией материала и разгрузкой каждой части матрицы и регулируйте температуру каждой части в соответствии с ситуацией экструзии до достижения средней производительности.
- Когда экструзия стандартна, запустите вакуумную систему выхлопной секции экструзии.
- Вставьте экструдированный материал в формовочную головку, резервуар для воды и тяговое устройство, отрегулируйте формовочную головку так, чтобы она была концентричной и концентричной с головкой машины, отрегулируйте центральную высоту тягового блока и нажмите на профиль с соответствующим давлением, отрегулируйте тягу. скорость, чтобы сделать толщину стенки продукта постоянной.
- Включите холодную воду, затем включите вакуумный насос, заблокируйте установочную коробку, сделайте так, чтобы продукт прилипал к установочной втулке, проверьте, соответствует ли толщина стенки и размер профиля, не согнут ли продукт или деформирован, и проанализируйте причину ненормальной ситуации в соответствии с реальной ситуацией, внесите соответствующие коррективы и отметьте продукты после среднего производства, чтобы отличить продукты испытательного оборудования и готовые продукты.
Этапы остановки линии экструзии листового металла
- Откройте клапан управления вакуумом.
- Выключите вакуумный насос и снимите стол для настройки вакуума.
- Установите все регуляторы температуры на 120°C.
- Закройте пробку бункера.
- Пусть хост работает вхолостую.
- Выключите все регуляторы температуры.
- Выключите главный выключатель.
Этапы замены матрицы
- Датчик температуры и датчик давления на резьбонарезной головке Panasonic и переходнике (температура резьбонарезной головки должна соответствовать рабочей температуре).
- Отсоедините заглушку нагревательного кольца на матрице и адаптере.
- Снимите и очистите матрицу и адаптер.
- Включите главный двигатель.
- Установите скорость шнека на 20-25 об/мин, чтобы остаточный материал выдавливался из ствола.
- Выключите главный двигатель.
- Установите адаптер и резьбонарезную головку.
- Подключите датчик температуры и датчик давления, а также штекер нагревательного змеевика.
- Установите температуру, необходимую для производства, и начните предварительный нагрев штампа.

Меры предосторожности для линии экструзии листового металла
- Не допускается после пуска длительное время работать на холостом ходу, не царапать винт или ствол.
- Убедитесь, что сырье чистое, и строго следите за тем, чтобы металлический мусор или другие сложные детали, такие как шнеки, не падали в загрузочное отверстие и не повреждали шнек и цилиндр.
- При кормлении необходимо обеспечить непрерывную подачу. По этой причине в загрузочном бункере должно быть достаточно материалов. Если непрерывная подача не может быть обеспечена, машина должна быть немедленно остановлена. Категорически запрещается работать вхолостую без материалов.
- После того, как новый экструдер начнет работать в течение нескольких часов, он должен снова врасти в клиновой ремень, чтобы избежать проскальзывания.
- Во время непрерывной длительной эксплуатации машины своевременно проверяйте смазку и повышение температуры каждой детали, постоянно обращайте внимание на работу оборудования и немедленно останавливайтесь и проверяйте, если есть какие-либо отклонения.
- Если производственная мощность прерывается, главный привод и нагрев останавливаются. При восстановлении электроснабжения каждую секцию ствола перед пуском необходимо некоторое время прогреть до заданной температуры.
- Когда трудно извлечь винт после обработки, можно использовать винтовой сепаратор вместо удара молотком, чтобы избежать повреждения винта.
- После использования экструдера в течение 500 часов в редукторном масле будут железные опилки или другие примеси. Очистите шестерни и замените смазочное масло в коробке передач. В дальнейшем смазочное масло необходимо заменять согласно сроку, указанному в руководстве. В общем, раз в год проверяйте износ шестерен, подшипников и уплотнений редуктора и вовремя заменяйте сильно изношенные детали.